🔍 Аннотация
Метод грануляции, используемый экструдером-гранулятором, оказывает непосредственное влияние на качество гранул, эффективность производства и уровень автоматизации процесса.
👉 К трем наиболее распространенным на сегодняшний день методам грануляции относятся:
Грануляция методом «водяного кольца»
Стренговая грануляция
Подводная грануляция
Различные методы грануляции подходят для конкретных типов материалов и требований к производственной мощности. Выбор оптимальной системы грануляции имеет решающее значение для повышения качества продукции и снижения эксплуатационных расходов.
I. Почему метод грануляции так важен?
В процессе переработки и грануляции пластмасс грануляция является завершающим — и критически важным — этапом.
👉 Метод грануляции напрямую влияет на:
Внешний вид гранул (однородность и округлость формы)
Содержание влаги и сложность последующей обработки
Степень автоматизации
Стабильность производства и энергопотребление
Таким образом, выбор правильной системы грануляции не только сказывается на качестве продукции, но и определяет общую эффективность всей производственной линии.
В грануляторах ACERETECH преимущественно используются три проверенных решения для грануляции, охватывающие широкий спектр сценариев применения:
1️⃣ Система водокольцевой грануляции



В грануляторах ACERETECH преимущественно используются три проверенных решения для грануляции, охватывающие широкий спектр сценариев применения:
1️⃣ Система водокольцевой грануляции
Принцип работы
После экструзии расплавленного пластика через фильеру (матричную головку) материал срезается высокоскоростными вращающимися ножами; одновременно с этим водяное кольцо охлаждает и транспортирует материал, формируя готовые гранулы.
Ключевые особенности
✅ Конструкция режущей головки с саморегулированием
Поддерживает точное прижатие ножей к матрице в любой момент времени
Повышает однородность гранул
✅ Система автоматического контроля скорости
Скорость вращения ножей автоматически регулируется в зависимости от давления расплава
Обеспечивает стабильность процесса грануляции
✅ Простота эксплуатации
Быстрая и легкая замена ножей
Не требует сложных настроек
Подходящие материалы
Пленки из ПЭ (PE) и ПП (PP)
Тканые мешки
Легкие и мягкие виды пластика
Краткое резюме преимуществ
👉 Простая конструкция + Умеренная стоимость + Широкая сфера применения
👉 На сегодняшний день — самый распространенный и экономически эффективный метод грануляции из доступных
2️⃣ Система стренговой грануляции

Принцип работы
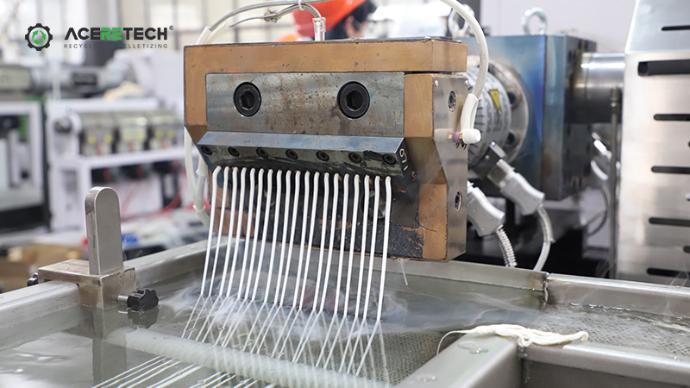
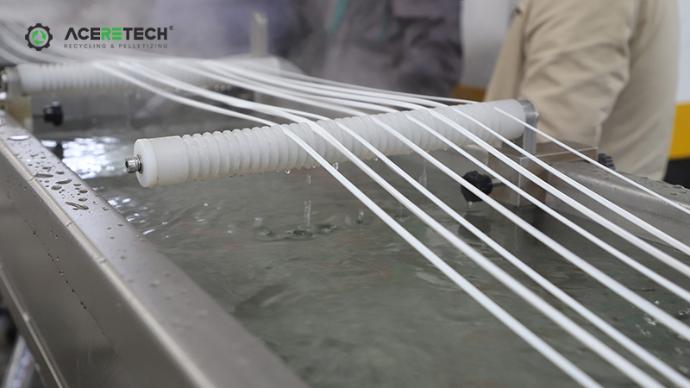
Расплавленный пластик экструдируется из фильеры, образуя непрерывные нити (стренги) → поступает в водяную ванну для охлаждения → стабильно транспортируется тянущим устройством → и, наконец, нарезается на гранулы в грануляторе.
Технологический процесс
Плавление → Вытягивание нитей → Водяное охлаждение → Протяжка → Гранулирование
Ключевые особенности
✅ Стабильный и надежный процесс
Возможность регулирования размера гранул
Подходит для производства гранул правильной формы
✅ Интуитивно понятное управление
Удобство визуального контроля и технического обслуживания
Применяемые материалы
Жесткие пластики (например, ABS, PS, PC)
Конструкционные пластики
Модифицированные пластики
Основные преимущества
👉 Низкие инвестиционные затраты
👉 Подходит для задач, где строгие требования к форме гранул не являются критичными
⚠️ Примечание:
Более низкий уровень автоматизации
Повышенная зависимость от квалификации оператора
3️⃣ Система подводного гранулирования


Принцип работы
На выходе из фильерной головки расплав пластика непосредственно срезается вращающимися ножами, погруженными в воду; гранулы завершают процесс охлаждения в водной среде, после чего транспортируются в последующие технологические системы.
Компоненты системы
Гранулятор
Система автоматических клапанов
Транспортировочные трубопроводы
Вибросито для обезвоживания
Накопительный бункер (силос)
Ключевые особенности
✅ Высокая степень автоматизации
Непрерывный режим работы
Минимальное участие оператора
✅ Высокая производительность
Подходит для крупномасштабного производства
✅ Превосходное качество гранул
Круглая и однородная форма
Гладкая поверхность
Применимые материалы
Материалы с высоким показателем текучести расплава (ПТР)
Конструкционные пластики (например, PET, PA)
Высококачественные модифицированные пластики
Краткий перечень преимуществ
👉 Максимальная степень автоматизации
👉 Наилучшее качество гранул
👉 Подходит для сегмента высокотехнологичной продукции (High-end)
⚠️ Однако: Более высокие инвестиционные затраты на оборудование и более жесткие требования к параметрам системы
III. Как выбрать подходящий метод гранулирования?
👉 Ключевые факторы, которые следует учитывать при выборе:
1️⃣ Тип материала
Пленки → Водокольцевое гранулирование
Жесткие пластики → Нитевое гранулирование
Высококачественные материалы → Подводное гранулирование
2️⃣ Требования к производительности
Малый и средний объем производства → Водокольцевое / Нитевое
Крупномасштабное производство → Подводное
3️⃣ Инвестиционный бюджет
Ограниченный бюджет → Нитевое
Приоритет эффективности → Водокольцевое
Позиционирование в премиум-сегменте → Подводное
IV. Заключение
Метод гранулирования, используемый в грануляторе для пластика — это не просто «завершающий этап», а критически важное звено, определяющее как качество готовой продукции, так и эффективность всего производственного процесса.
👉 Гранулирование с водяным кольцом: экономически выгодный выбор
👉 Стренг-гранулирование: стабильность и надежность
👉 Подводное гранулирование: передовые технологии и высокая эффективность
С учетом специфики материалов, производственных мощностей и сценариев применения конкретного клиента, компания ACERETECH предлагает индивидуальные решения для гранулирования, призванные обеспечить заказчикам стабильность производственного процесса и максимальную экономическую выгоду.
FAQ
Q1. Как быстро определить, какой метод гранулирования подходит для моих конкретных материалов?
A: Как правило, подходящий метод можно определить, исходя из физической формы материала и характеристик его расплава:
Пленки и мягкие материалы (ПЭ/ПП) 👉 Предпочтительным выбором является водокольцевое гранулирование.
Жесткие пластики (АБС/ПС/ПК) 👉 Подходит стренговое гранулирование.
Высокотекучие или премиальные материалы (ПЭТ/ПА) 👉 Рекомендуется подводное гранулирование.
👉 Если материал имеет сложный состав или представляет собой смесь, целесообразно провести пробный запуск для определения оптимального решения.
Q2. Какой метод гранулирования лучше подходит для обеспечения стабильного производства в долгосрочной перспективе?
A: Если вашей целью является долгосрочная и стабильная эксплуатация:
Водокольцевая грануляция: Обеспечивает наилучший баланс между стабильностью и экономической эффективностью.
Подводная грануляция: Гарантирует высочайший уровень стабильности, однако требует использования более сложной системы.
👉 Для крупномасштабного непрерывного производства подводная грануляция обладает неоспоримыми преимуществами.
Q3. Влияет ли метод грануляции на конечную отпускную цену готовой продукции?
A: Да, и это влияние весьма существенно:
Однородные гранулы сферической формы (например, полученные методом подводной грануляции) 👉 Облегчают выход на рынки премиум-класса.
Гранулы неправильной формы (например, полученные некоторыми методами стренговой грануляции) 👉 Реализуются по относительно более низкой цене.
👉 Высококачественная грануляция позволяет существенно повысить добавленную стоимость переработанных материалов.
Q4. Существует ли существенная разница в расходах на техническое обслуживание между различными системами грануляции?
A: В общих чертах:
Стренговая грануляция 👉 Самое простое обслуживание, минимальные затраты.
Водокольцевая грануляция 👉 Умеренные требования к обслуживанию; замена ножей выполняется удобно.
Подводная грануляция 👉 Сложная система, требующая более специализированных навыков технического обслуживания.
👉 При выборе оборудования целесообразно учитывать совокупную стоимость, складывающуюся из «стоимости приобретения оборудования» и «долгосрочных затрат на техническое обслуживание».
Q5. Можно ли сменить или модернизировать метод грануляции на более позднем этапе?
A: В некоторых случаях — да; однако необходимо учитывать совместимость всей производственной линии:
Водокольцевая ↔ Стренговая: Относительно легко адаптируется. Переход на подводную грануляцию: как правило, требует перенастройки всей системы.
👉 Рекомендуется четко определить целевой рынок еще на этапе первоначального планирования, чтобы избежать высоких затрат на модификацию в дальнейшем.