摘要
机头料回收的核心难点在于尺寸过大、无法直接处理。
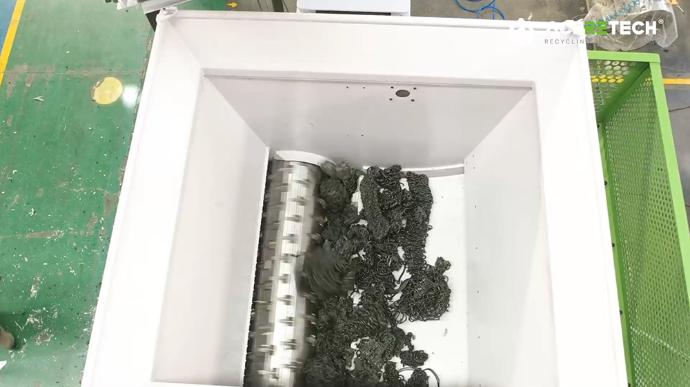
单轴撕碎机通过高扭矩撕碎,将大块机头料减容为可控尺寸,是进入破碎或造粒(pelletizing)环节的关键前处理设备。
相比破碎机,撕碎机更适用于处理不规则、高硬度塑料废料。
通过撕碎+造粒工艺,企业可实现机头料高效回收,降低成本并提升利润。
一、机头料不是废料,而是被卡住的利润
在塑料挤出、注塑和吹塑生产过程中,机头料(启动料、料头)几乎每天都会产生。
这些料看似是“生产废料”,但本质却是:
👉 与原料同等级的高纯度塑料
👉 已经付过成本的“沉没资产”
问题不在于“有没有价值”,而在于:
这些料,大多数企业根本处理不了。
常见处理方式依然停留在:
人工切割 → 效率低 + 有安全风险
直接卖废料 → 价值被严重压低
堆积或丢弃 → 占空间 + 增成本
👉 本质原因只有一个:尺寸太大,无法进入正常回收流程
二、真正的瓶颈:不是造粒,而是减小机头料尺寸
很多企业误以为问题在造粒,其实不是,机头料回收的最大难点在于:
👉 如何把“大块硬料”变成“可处理尺寸”
机头料具有典型特征:
块状大(甚至整块挤出头)
密度高、硬度高
形状不规则
无法直接进入破碎机或造粒机
这就导致一个现实问题:
👉 传统破碎机根本无法处理机头料
三、为什么必须用单轴撕碎机,而不是破碎机?
| 对比项 | 单轴撕碎机 | 传统破碎机 |
| 处理大块机头料 |
✔ 直接处理 | ✖ 无法进料 |
| 工作方式 | 低速高扭矩撕碎 | 高速剪切 |
| 对硬料适应性 | ✔ 强 | ✖ 易卡机 |
| 安全性 | ✔ 自动保护 | ✖ 风险较高 |
| 出料控制 | ✔ 可控尺寸 | ✖ 不稳定 |
👉 结论很直接:
机头料回收,必须先撕碎,再谈破碎或造粒。
针对机头料的“难处理特性”,MS系列并不是简单粉碎设备,而是一个高效预处理系统。





1️⃣ 高扭矩驱动:专门解决“硬”和“大”
采用低转速+高扭矩设计:
可直接撕碎HDPE / PP / PVC机头料
不需要预切割
避免设备冲击损伤
👉 关键价值:整块进,稳定出
2️⃣ V型推料系统:防打滑、防空转
机头料最大的问题之一是:
👉 在设备内部“打滑,不进刀”
MS采用:
液压驱动推料
V型料箱结构
效果:
强制喂料
持续接触转子
保证稳定撕碎
👉 这点是很多普通撕碎机做不到的
3️⃣ 筛网控制:为后端工序“定尺寸”
机头料撕碎的目标不是越小越好,而是:
👉 适合下一步设备(破碎/造粒)的尺寸
MS支持更换筛网:
出料尺寸可控(如40–100mm)
均匀稳定
避免二次堵料
👉 直接提升整条回收线效率
4️⃣ 智能保护:避免“卡死”和设备损坏
机头料处理中最怕:
👉 卡机 + 停机
MS配置PLC控制系统:
自动正反转
过载保护
异物保护
👉 实现:无人值守 + 稳定运行
五、完整逻辑:机头料回收的正确打开方式
FAQ
Q1. 机头料可以直接用破碎机处理吗?
A: 不建议直接使用破碎机处理机头料。
机头料通常体积大、硬度高且形状不规则,超出了传统破碎机的进料尺寸和承受能力,容易导致:卡机停机/刀具损坏/设备过载
👉 正确流程应为:先通过单轴撕碎机进行尺寸减容,再进入破碎或造粒环节,这样才能保证整线稳定运行。
Q2. 单轴撕碎机处理机头料的优势是什么?
A: 单轴撕碎机专为“大块硬料”设计,相比其他设备优势明显:
✔ 低速高扭矩,可直接处理整块机头料
✔ 强制推料系统,避免物料打滑
✔ 出料尺寸可控,适配后端设备
✔ 自动保护系统,减少停机风险
👉 核心价值:让原本无法处理的机头料变成可再利用资源
Q3. 机头料撕碎后可以直接造粒吗?
A: 这取决于撕碎后的尺寸和生产要求。
一般有两种方案:
小尺寸(如 ≤50mm):可直接进入造粒系统
较大尺寸:建议增加破碎机进行二次细化
👉 关键原则是:确保物料尺寸稳定、均匀,避免影响造粒质量和产能
Q4. 处理机头料时,如何选择合适的撕碎机型号?
A: 选型主要取决于以下几个因素:
机头料尺寸(最大块体大小)
材料类型(HDPE、PP、PVC等)
产能需求(kg/h)
后端工艺(是否直接造粒)
👉 一般来说:
大尺寸、高硬度机头料 → 需要更大扭矩和更强推料系统
建议根据实际工况进行定制配置,以确保设备稳定运行。
Q5. 机头料回收真的能带来明显利润吗?
A: 是的,而且往往被低估,机头料本质是高纯度原料,其回收价值体现在:
降低原材料采购成本
减少废料处理费用
提高整体材料利用率
稳定生产成本结构
👉 对中大型生产企业来说,机头料回收系统通常可以在较短周期内实现投资回报(ROI)