I. Introduction: Causes of PET Sheet Quality Issues
The PET sheet extrusion process is widely used in food packaging, thermoforming, blister packaging, and industrial applications. However, manufacturers frequently encounter production issues that affect sheet appearance, mechanical properties, and production efficiency.
Most PET sheet defects can be attributed to the following key factors:
Excessive material moisture
Poor raw material quality
Inadequate filtration
Improper temperature settings
Insufficient vacuum degassing
Unstable extrusion conditions
Understanding the root causes of these issues helps manufacturers reduce scrap rates, improve product quality, and maximize production efficiency.
II. Common defects in PET sheet extrusion and practical solutions.
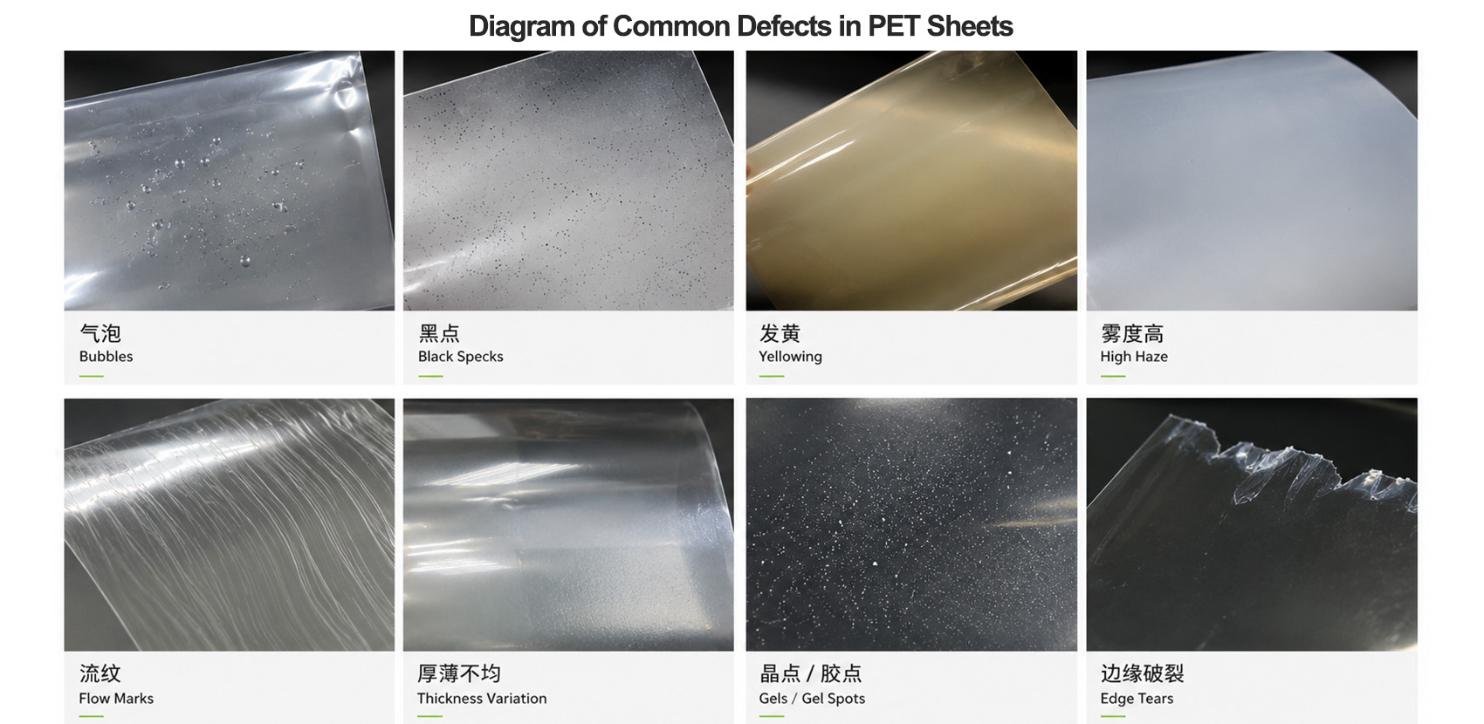
Issue 1: Bubbles in PET Sheet
Manifestations
Visible bubbles inside the sheet
Surface blistering
Reduced transparency
Poor thermoforming performance
Common Causes
1. Excessive PET material moisture
PET is highly hygroscopic and absorbs moisture from the environment.
If drying is insufficient, moisture turns into vapor during the melting process, creating bubbles.
2. Insufficient vacuum degassing
Poor vacuum performance leads to residual moisture and volatile compounds in the melt.
3. Contaminated recycled PET
PET bottle flakes containing residual labels, adhesives, or impurities generate gas during extrusion.
Solutions
✔ Improve PET drying efficiency
✔ Ensure moisture content is below recommended levels
✔ Optimize vacuum degassing performance
✔ Improve PET cleaning quality
✔ Use a high-efficiency melt filtration system
Issue 2: Yellowing of PET Sheet
Manifestations
Yellowish tint
Reduced transparency
Deteriorated visual quality
Common Causes
1. Excessive melt temperature
Overheating PET causes thermal degradation.
2. Excessive residence time
Material remaining in the extruder for too long can lead to degradation.
3. Repeated material processing
Excessive use of regrind accelerates discoloration. Solutions
✔ Optimize barrel temperature settings
✔ Reduce material residence time
✔ Maintain a stable production speed
✔ Strengthen raw material quality control
✔ Use thoroughly dried PET material
Issue 3: Poor transparency or cloudy/hazy appearance
Manifestations
Cloudy sheet surface
Reduced gloss
Diminished product visual appeal
Common Causes
1. Moisture contamination
Even small amounts of moisture can affect optical properties.
2. Material degradation
Degraded PET loses transparency.
3. Poor filtration
Impurities scatter light, creating a hazy appearance. Improper cooling conditions
Unstable cooling can affect the sheet's crystallization behavior.
Solutions
✔ Improve drying performance
✔ Upgrade melt filtration system
✔ Maintain appropriate extrusion temperatures
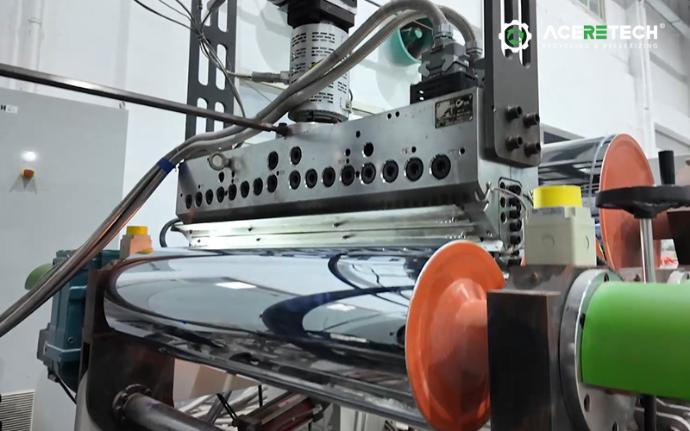
✔ Optimize cooling and calendering processes
✔ Use raw materials of consistent quality
Issue 4: Black specks in PET sheet
Manifestations
Black specks appearing throughout the sheet
Surface contamination
Packaging rejected
Common Causes
1. Carbonized material
Burnt material inside the barrel or die.
2. Dirty extrusion system
Accumulated old material may dislodge during production.
3. Poor quality recycled material
Contaminated PET flakes may introduce foreign particles.
Solutions
✔ Clean equipment regularly
✔ Optimize processing temperatures
✔ Strengthen raw material inspection
✔ Install fine-mesh filtration systems
✔ Schedule preventive maintenance
Issue 5: Uneven sheet thickness
Manifestations
Uneven thickness across the sheet width
Product instability
Increased material waste
Common Causes
1. Unstable extruder output
Melt pressure fluctuations affect thickness consistency.
2. Improper die adjustment
Incorrect die lip gap settings lead to uneven flow distribution.
3. Calendering roll issues
Poor roll alignment affects sheet dimensions. Solutions
✔ Stabilize extrusion pressure
✔ Periodically calibrate die settings
✔ Maintain calendering roll alignment
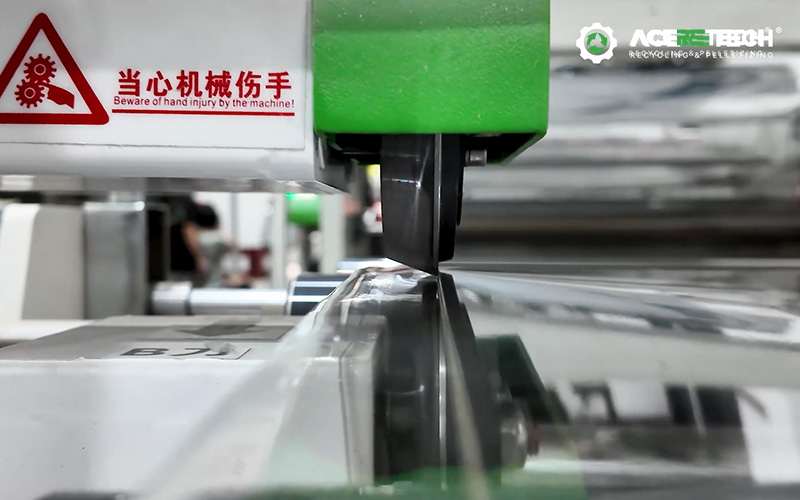
✔ Use an automatic thickness control system
✔ Continuously monitor production parameters
Issue 6: Edge cracking or sheet breakage
Symptoms
Cracks appearing on sheet edges
Sheet tearing during winding
Production interruptions
Common Causes
1. Excessive internal stress
Improper cooling can generate internal stress within the sheet.
2. Poor material quality
Degraded PET may exhibit reduced toughness.
3. Improper winding tension
Excessive winding tension can damage sheet edges.
Solutions
✔ Optimize cooling conditions
✔ Improve raw material quality
✔ Adjust winding tension
✔ Maintain consistent sheet thickness
✔ Monitor sheet temperature during production
Issue 7: Die lines and surface marks
Symptoms
Long streaks appearing on the sheet surface
Visible flow marks
Reduced surface quality
Common Causes
1. Die lip contamination
Material buildup on the die surface.
2. Unstable melt flow
Inconsistent material flow through the die.
3. Filtration issues
Foreign particles disrupting flow uniformity.
Solutions
✔ Regularly clean die lips
✔ Improve filtration performance
✔ Maintain stable processing conditions
✔ Optimize extrusion pressure
Issue 8: Excessive sheet curling
Symptoms
Sheet edges curling upwards
Poor flatness
Difficulties in thermoforming operations
Common Causes
1. Uneven cooling
Cooling rate differs between the two sides.
2. Internal stress buildup
Residual stress within the sheet structure.
3. Improper roll temperature settings
Suboptimal calendering conditions.
Solutions
✔ Balance cooling across the sheet width
✔ Optimize calendering temperatures
✔ Minimize internal stress formation
✔ Adjust production speed
III. Preventive measures for stable PET sheet production





Manufacturers should focus on defect prevention rather than reactive remediation.
1. Maintain proper drying conditions
Moisture control is one of the most critical factors in PET processing.
2. Improve material quality
Using PET flakes or pellets of consistent quality yields more stable production results.
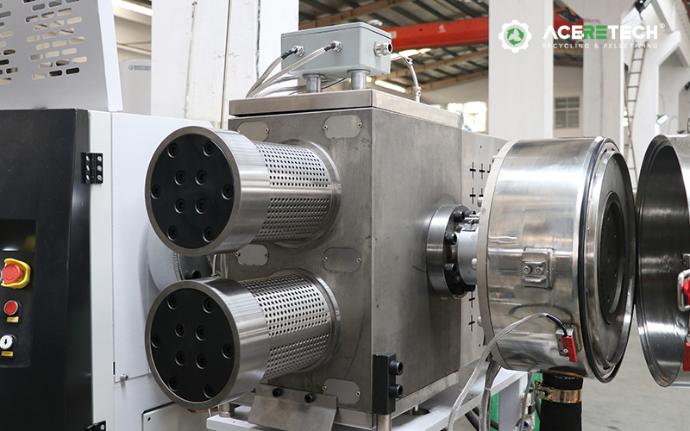
3. Employ high-efficiency melt filtration
Superior filtration enhances transparency and reduces defects caused by contamination.
4. Ensure effective vacuum degassing
The degassing process improves sheet quality, particularly when processing RPET (recycled PET) materials.
5. Perform regular equipment maintenance
Routine inspections help prevent unexpected production issues.
6. Importance of equipment design
Modern PET sheet extrusion lines minimize common production problems through the following design features:
Advanced drying systems
High-efficiency filtration systems
Stable extrusion control
Precision die technology
Vacuum degassing systems
Automatic thickness control
Investing in well-designed equipment can significantly reduce scrap rates and improve product consistency.
IV. Why choose ACERETECH PET sheet extrusion solutions?
ACERETECH PET sheet extrusion systems are specifically designed for processing both virgin PET and recycled PET (RPET).
Key Features
✔ Advanced vacuum degassing technology
✔ High-efficiency melt filtration system
✔ Stable sheet thickness control
✔ Capability to process high-quality PET flakes
✔ Energy-efficient extrusion design
✔ Customized solutions for RPET sheet production
These technologies help customers minimize common extrusion defects while achieving stable, high-quality sheet production.
Conclusion
Most PET sheet extrusion issues can be avoided if manufacturers prioritize drying, filtration, degassing, temperature control, and equipment maintenance.
By identifying the root causes of defects such as bubbles, yellowing, haze, black specks, thickness deviations, and sheet curling, producers can significantly enhance product quality and production efficiency.
A well-designed PET sheet extrusion line, combined with proper process control, is the cornerstone of successful PET and RPET sheet production.
FAQ
Q1. Why do bubbles appear in PET sheets during extrusion?
A: The most common causes include excessive moisture, insufficient vacuum degassing, and contamination in recycled PET raw materials.
Q2. How can the transparency of PET sheets be improved?
A: Proper drying, efficient filtration, optimized temperature control, and effective vacuum degassing all contribute to improved transparency.
Q3. What causes PET sheet yellowing?
A: Yellowing is typically caused by thermal degradation resulting from excessively high temperatures or prolonged material residence time
Q4. Why is the thickness of PET sheet uneven?
A: Uneven thickness usually stems from unstable extrusion pressure, improper die adjustment, or issues with the calendering rolls.
Q5. How important is vacuum degassing in RPET sheet extrusion?
A: Vacuum degassing is crucial for removing moisture and volatile substances, especially when processing recycled PET feedstock.