I. Introducción: Causas de los problemas de calidad en las láminas de PET
El proceso de extrusión de láminas de PET se utiliza ampliamente en envases para alimentos, termoformado, blísteres y aplicaciones industriales. Sin embargo, los fabricantes a menudo se enfrentan a problemas de producción que afectan la apariencia de la lámina, sus propiedades mecánicas y la eficiencia de la producción.
La mayoría de los defectos en las láminas de PET pueden atribuirse a los siguientes factores clave:
Exceso de humedad en el material
Mala calidad de la materia prima
Filtración inadecuada
Ajustes de temperatura incorrectos
Desgasificación al vacío insuficiente
Condiciones de extrusión inestables
Comprender las causas fundamentales de estos problemas ayuda a los fabricantes a reducir las tasas de desperdicio, mejorar la calidad del producto y maximizar la eficiencia de la producción.
II. Defectos comunes en la extrusión de láminas de PET y soluciones prácticas.
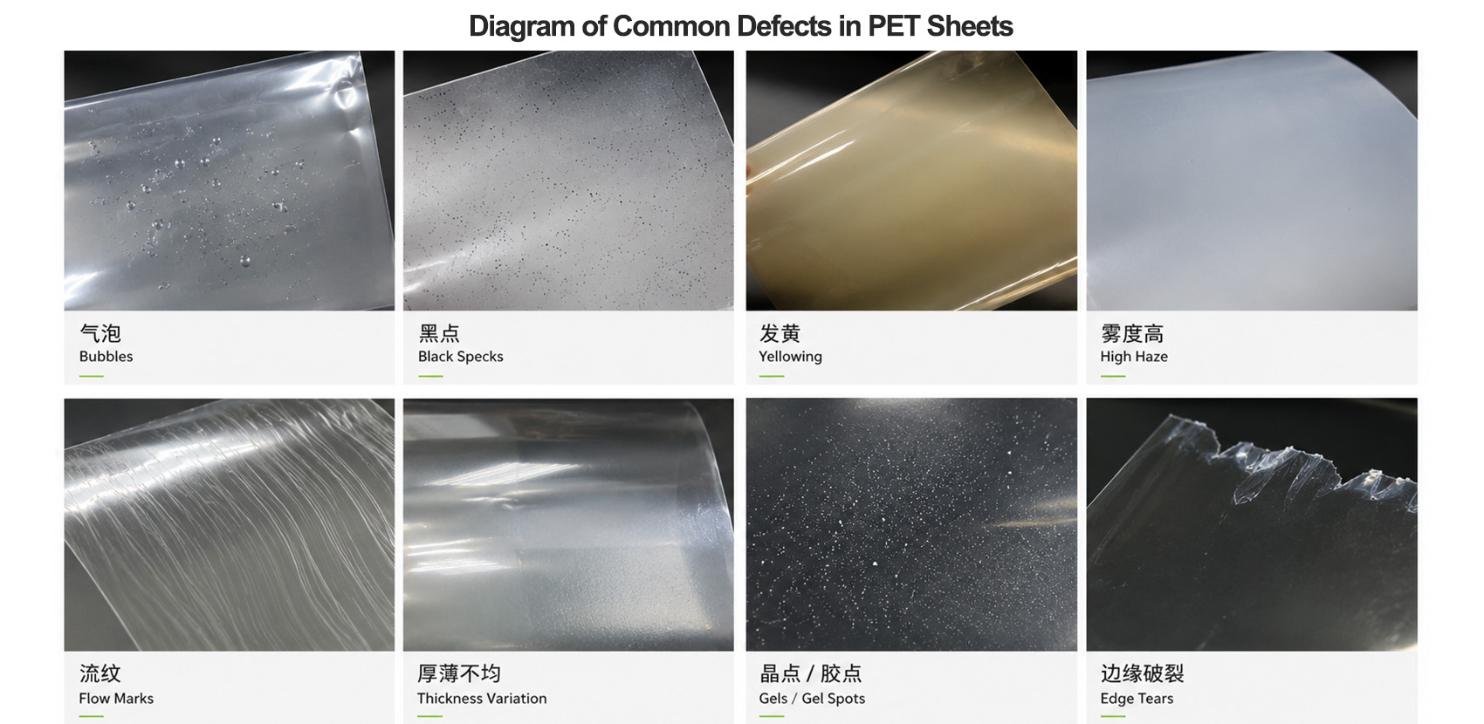
Problema 1: Burbujas en la lámina de PET
Manifestaciones
Burbujas visibles dentro de la lámina
Ampollas superficiales
Transparencia reducida
Mal rendimiento en el termoformado
Causas comunes
1. Exceso de humedad en el PET
El PET es altamente higroscópico y absorbe humedad del ambiente.
Si el secado es insuficiente, la humedad se convierte en vapor durante el proceso de fusión, generando burbujas.
2. Desgasificación al vacío insuficiente
Un rendimiento deficiente del vacío provoca la presencia de humedad residual y compuestos volátiles en la masa fundida.
3. PET reciclado contaminado
Las escamas de PET que contienen restos de etiquetas, adhesivos o impurezas generan gases durante la extrusión.
Soluciones
✔ Mejorar la eficiencia del secado del PET
✔ Asegurar que el contenido de humedad esté por debajo de los niveles recomendados
✔ Optimizar el rendimiento de la desgasificación al vacío
✔ Mejorar la calidad de limpieza del PET
✔ Utilizar un sistema de filtración de masa fundida de alta eficiencia
Problema 2: Amarilleamiento de la lámina de PET
Manifestaciones
Tono amarillento
Transparencia reducida
Calidad visual deteriorada
Causas comunes
1. Temperatura excesiva de la masa fundida
El sobrecalentamiento del PET provoca degradación térmica.
2. Tiempo de residencia excesivo
El material que permanece demasiado tiempo en la extrusora puede degradarse.
3. Procesamiento repetido del material
El uso excesivo de material reprocesado (molido) acelera la decoloración.
Soluciones
✔ Optimizar los ajustes de temperatura del cilindro
✔ Reducir el tiempo de residencia del material
✔ Mantener una velocidad de producción estable
✔ Reforzar el control de calidad de la materia prima
✔ Utilizar material PET perfectamente seco
Problema 3: Baja transparencia o apariencia turbia/opaca
Síntomas
Superficie de la lámina turbia
Brillo reducido
Menor atractivo visual del producto
Causas comunes
1. Contaminación por humedad
Incluso pequeñas cantidades de humedad pueden afectar las propiedades ópticas. 2. Degradación del material
El PET degradado pierde transparencia.
3. Filtración deficiente
Las impurezas dispersan la luz, creando un aspecto turbio. Condiciones de enfriamiento inadecuadas
Un enfriamiento inestable puede afectar el comportamiento de cristalización de la lámina.
Soluciones
✔ Mejorar el rendimiento del secado
✔ Actualizar el sistema de filtración de la masa fundida
✔ Mantener temperaturas de extrusión adecuadas
✔ Optimizar los procesos de enfriamiento y calandrado
✔ Utilizar materias primas de calidad constante
Problema 4: Puntos negros en la lámina de PET
Síntomas
Aparición de puntos negros en toda la lámina
Contaminación superficial
Rechazo del embalaje
Causas comunes
1. Material carbonizado
Material quemado dentro del cilindro o del cabezal (o dado).
2. Sistema de extrusión sucio
El material antiguo acumulado puede desprenderse durante la producción.
3. Material reciclado de baja calidad
Las escamas de PET contaminadas pueden introducir partículas extrañas.
Soluciones
✔ Limpiar el equipo regularmente
✔ Optimizar las temperaturas de procesamiento
✔ Reforzar la inspección de la materia prima
✔ Instalar sistemas de filtración de malla fina
✔ Programar mantenimiento preventivo
Problema 5: Espesor de lámina irregular
Síntomas
Espesor desigual a lo largo del ancho de la lámina
Inestabilidad del producto
Aumento del desperdicio de material
Causas comunes
1. Salida inestable de la extrusora
Las fluctuaciones en la presión de la masa fundida afectan la uniformidad del espesor.
2. Ajuste inadecuado del cabezal
Configuraciones incorrectas de la abertura de los labios del cabezal provocan una distribución desigual del flujo.
3. Problemas en los rodillos de calandrado
Una mala alineación de los rodillos afecta las dimensiones de la lámina.
✔ Estabilizar la presión de extrusión
✔ Calibrar periódicamente los ajustes del cabezal
✔ Mantener la alineación de los rodillos de calandrado
✔ Utilizar un sistema de control automático de espesor
✔ Monitorear continuamente los parámetros de producción
Problema 6: Agrietamiento de bordes o rotura de la lámina
Síntomas
Aparición de grietas en los bordes de la lámina
Desgarro de la lámina durante el bobinado
Interrupciones en la producción
Causas comunes
1. Tensión interna excesiva
Un enfriamiento inadecuado puede generar tensiones dentro de la lámina.
2. Mala calidad del material
El PET degradado puede presentar una menor tenacidad.
3. Tensión de bobinado inadecuada
Una tensión de bobinado excesiva puede dañar los bordes de la lámina.
Soluciones
✔ Optimizar las condiciones de enfriamiento
✔ Mejorar la calidad de la materia prima
✔ Ajustar la tensión de bobinado
✔ Mantener un espesor de lámina constante
✔ Monitorear la temperatura de la lámina durante la producción
Problema 7: Estrías del cabezal y marcas superficiales
Síntomas
Estrías largas en la superficie de la lámina
Marcas de flujo visibles
Calidad estética reducida
Causas comunes
1. Contaminación de los labios de la boquilla
Acumulación de material en la superficie de la boquilla.
2. Flujo de masa fundida inestable
Flujo de material inconsistente a través de la boquilla.
3. Problemas de filtración
Partículas extrañas que alteran la uniformidad del flujo.
Soluciones
✔ Limpiar regularmente los labios de la boquilla
✔ Mejorar el rendimiento de la filtración
✔ Mantener condiciones de procesamiento estables
✔ Optimizar la presión de extrusión
Problema 8: Curvatura excesiva de la lámina
Síntomas
Bordes de la lámina curvándose hacia arriba
Planitud deficiente
Dificultades en las operaciones de termoformado
Causas comunes
1. Enfriamiento desigual
Velocidad de enfriamiento más rápida en un lado que en el otro.
2. Acumulación de tensiones internas
Tensiones residuales dentro de la estructura de la lámina.
3. Ajustes inadecuados de temperatura de los rodillos
Condiciones de calandrado subóptimas.
Soluciones
✔ Equilibrar el enfriamiento a lo largo del ancho de la lámina
✔ Optimizar las temperaturas de calandrado
✔ Minimizar la formación de tensiones internas
✔ Ajustar la velocidad de producción
III. Medidas preventivas para una producción estable de láminas de PET





Los fabricantes deben centrarse en la prevención de defectos en lugar de en soluciones reactivas.
1. Mantener condiciones de secado adecuadas
El control de la humedad es uno de los factores más críticos en el procesamiento de PET.
2. Mejorar la calidad del material
El uso de escamas o gránulos de PET de calidad constante produce resultados de fabricación más estables.
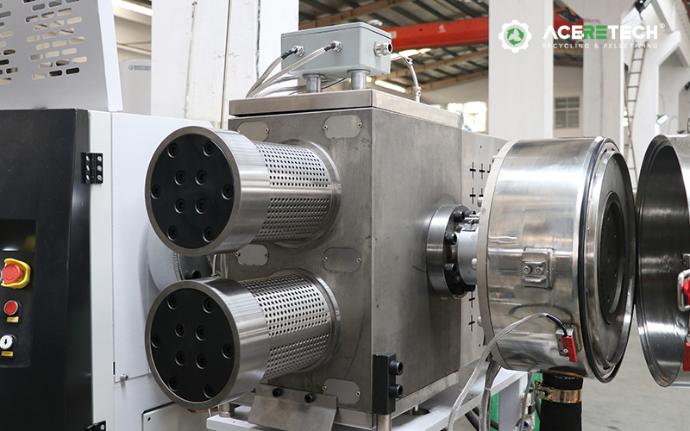
3. Emplear una filtración eficiente de la masa fundida
Una filtración superior mejora la transparencia y reduce los defectos causados por la contaminación.
4. Asegurar una desgasificación al vacío efectiva
El proceso de desgasificación mejora la calidad de la lámina, especialmente al procesar materiales de RPET (PET reciclado).
5. Realizar un mantenimiento regular del equipo
Las inspecciones rutinarias ayudan a prevenir problemas de producción inesperados.
6. Importancia del diseño del equipo
Las líneas modernas de extrusión de láminas de PET minimizan los problemas de producción comunes mediante las siguientes características de diseño:
Sistemas de secado avanzados
Sistemas de filtración de alta eficiencia
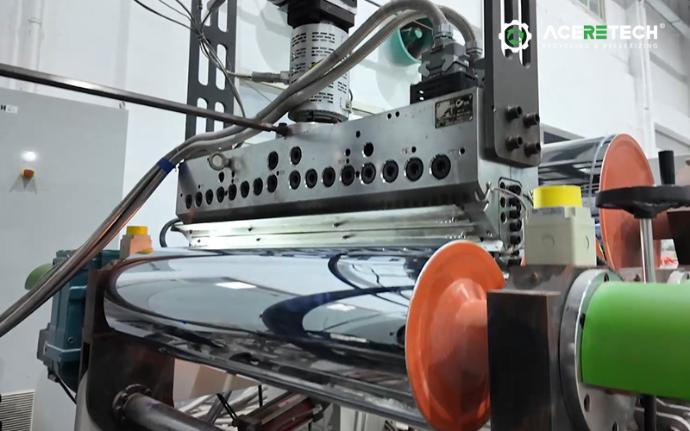
Control estable de la extrusión
Tecnología de boquilla de precisión
Sistemas de desgasificación al vacío
Control automático de espesor
Invertir en equipos bien diseñados puede reducir significativamente las tasas de desperdicio y mejorar la consistencia del producto.
Haga clic para ver las líneas de extrusión de láminas de PET
IV. ¿Por qué elegir las soluciones de extrusión de láminas de PET de ACERETECH?
Los sistemas de extrusión de láminas de PET de ACERETECH están diseñados específicamente para procesar tanto PET virgen como PET reciclado (RPET).
Características clave
✔ Tecnología avanzada de desgasificación al vacío
✔ Sistemas de filtración de masa fundida de alta eficiencia
✔ Control estable del espesor de la lámina
✔ Capacidad para procesar escamas de PET de alta calidad
✔ Diseño de extrusión energéticamente eficiente
✔ Soluciones personalizadas para la producción de láminas de RPET
Estas tecnologías ayudan a los clientes a minimizar los defectos comunes de extrusión, logrando al mismo tiempo una producción de láminas estable y de alta calidad.
Conclusión
La mayoría de los problemas en la extrusión de láminas de PET pueden evitarse si los fabricantes priorizan el secado, la filtración, la desgasificación, el control de temperatura y el mantenimiento de los equipos.
Al identificar las causas fundamentales de defectos como burbujas, amarilleamiento, opacidad, puntos negros, desviaciones de espesor y curvatura de la lámina, los productores pueden mejorar significativamente la calidad del producto y la eficiencia de la producción.
Una línea de extrusión de láminas de PET bien diseñada, combinada con un control adecuado del proceso, es la piedra angular para una producción exitosa de láminas de PET y RPET.
FAQ
Q1. ¿Por qué aparecen burbujas en las láminas de PET durante la extrusión?
A: Las causas más comunes incluyen humedad excesiva, desgasificación al vacío insuficiente y contaminación en las materias primas de PET reciclado.
Q2. ¿Cómo se puede mejorar la transparencia de la lámina de PET?
A: Un secado adecuado, una filtración eficiente, un control de temperatura optimizado y una desgasificación al vacío eficaz contribuyen a mejorar la transparencia.
Q3. ¿Qué causa el amarilleamiento de la lámina de PET?
A: El amarilleamiento suele deberse a la degradación térmica resultante de temperaturas excesivamente altas o de un tiempo de residencia prolongado del material.
Q4. ¿Por qué el espesor de la lámina de PET es irregular?
A: El espesor irregular suele derivarse de una presión de extrusión inestable, un ajuste inadecuado del cabezal (o boquilla) o problemas con los rodillos de calandrado.
Q5. ¿Qué importancia tiene la desgasificación al vacío en la extrusión de láminas de RPET?
A: La desgasificación al vacío es crucial para eliminar la humedad y las sustancias volátiles, especialmente al procesar materia prima de PET reciclado.