I. Введение: причины проблем с качеством листов из ПЭТ
Процесс экструзии листов из ПЭТ (полиэтилентерефталата) широко применяется при производстве упаковки для пищевых продуктов, изделий методом термоформования, блистерной упаковки и в различных отраслях промышленности. Однако производители часто сталкиваются с проблемами, влияющими на внешний вид листа, его механические свойства и эффективность производства.
Большинство дефектов листов из ПЭТ обусловлено следующими ключевыми факторами:
Чрезмерная влажность материала
Низкое качество сырья
Недостаточная фильтрация
Неправильные температурные настройки
Недостаточное вакуумное дегазирование
Нестабильные условия экструзии
Понимание первопричин этих проблем помогает производителям снизить процент брака, повысить качество продукции и максимизировать эффективность производства.
II. Распространенные дефекты при экструзии листов из ПЭТ и практические способы их устранения.
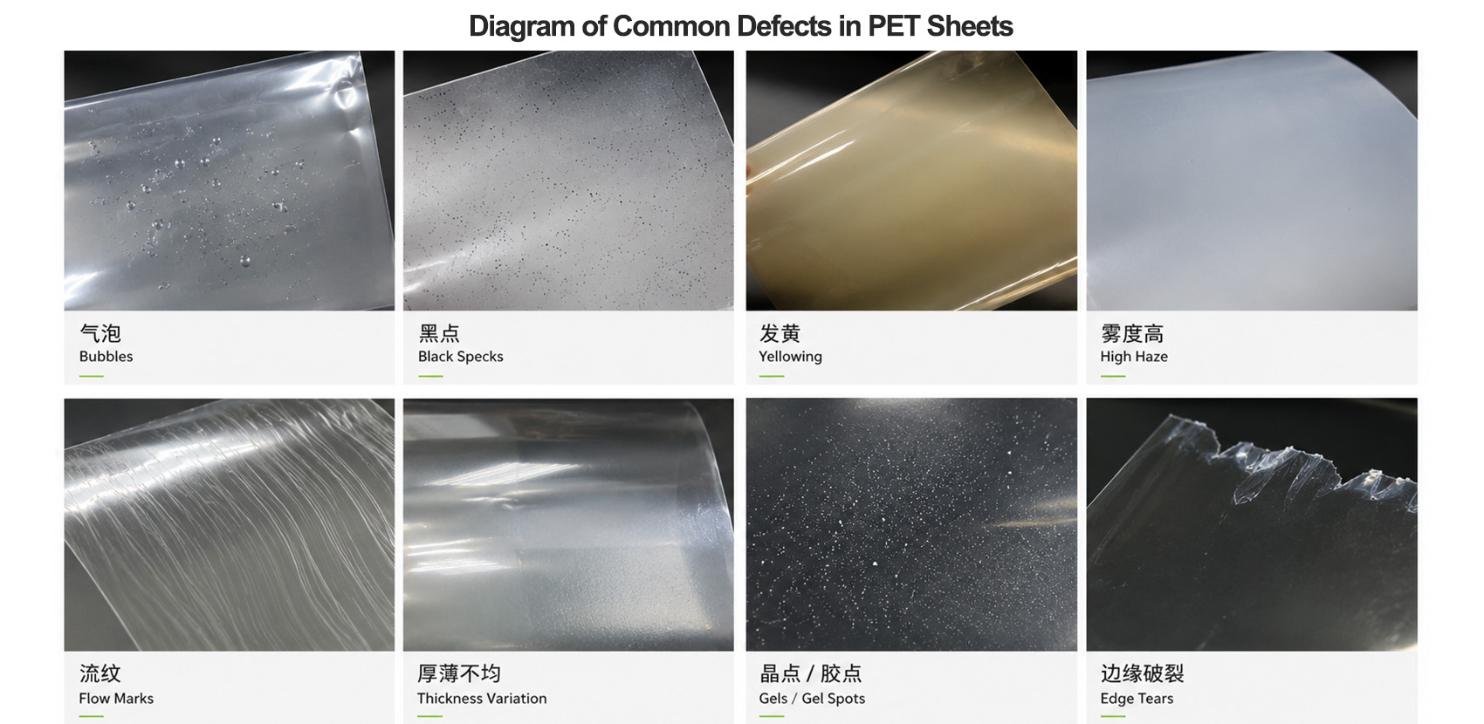
Проблема 1: Пузыри в листе ПЭТ
Проявления
Видимые пузыри внутри листа
Вздутия на поверхности
Снижение прозрачности
Ухудшение характеристик при термоформовании
Распространенные причины
1. Чрезмерное содержание влаги в ПЭТ
ПЭТ обладает высокой гигроскопичностью и поглощает влагу из окружающей среды.
При недостаточной сушке влага в процессе плавления превращается в пар, образуя пузыри.
2. Недостаточное вакуумное дегазирование
Низкая эффективность вакуумной системы приводит к сохранению остаточной влаги и летучих соединений в расплаве.
3. Загрязненный вторичный ПЭТ
Хлопья ПЭТ, содержащие остатки этикеток, клеев или посторонние примеси, выделяют газ в процессе экструзии.
Способы решения
✔ Повысить эффективность сушки ПЭТ
✔ Обеспечить содержание влаги ниже рекомендуемых уровней
✔ Оптимизировать работу системы вакуумного дегазирования
✔ Улучшить качество очистки ПЭТ
✔ Использовать высокоэффективную систему фильтрации расплава
Проблема 2: Пожелтение листа ПЭТ
Проявления
Желтоватый оттенок
Снижение прозрачности
Ухудшение внешнего вида
Распространенные причины
1. Чрезмерная температура расплава
Перегрев ПЭТ вызывает термическую деградацию.
2. Чрезмерное время пребывания в экструдере
Длительное нахождение материала в экструдере может привести к деградации.
3. Многократная переработка материала
Чрезмерное использование дробленого материала (регранулята) ускоряет изменение цвета.
Способы решения
✔ Оптимизировать температурный режим цилиндра
✔ Сократить время пребывания материала в экструдере
✔ Поддерживать стабильную скорость производства
✔ Усилить контроль качества сырья
✔ Использовать тщательно высушенный материал ПЭТ
Проблема 3: Низкая прозрачность или мутный/тусклый вид
Признаки
Мутная поверхность листа
Снижение блеска
Ухудшение визуальной привлекательности изделия
Распространенные причины
1. Наличие влаги
Даже незначительное количество влаги может повлиять на оптические свойства.
2. Деградация материала
Деградировавший ПЭТ теряет прозрачность.
3. Некачественная фильтрация
Примеси рассеивают свет, придавая материалу мутный вид. Ненадлежащие условия охлаждения
Нестабильное охлаждение может повлиять на процесс кристаллизации листа.
Решения
✔ Улучшить эффективность сушки
✔ Модернизировать систему фильтрации расплава
✔ Поддерживать надлежащие температуры экструзии
✔ Оптимизировать процессы охлаждения и каландрирования
✔ Использовать сырье стабильного качества
Проблема 4: Черные вкрапления в листе ПЭТ
Признаки
Появление черных вкраплений по всему листу
Загрязнение поверхности
Брак упаковки
Распространенные причины
1. Обугленный материал
Подгоревший материал внутри цилиндра или головки экструдера.
2. Загрязнение системы экструзии
Скопившийся старый материал может отслаиваться в процессе производства.
3. Низкое качество вторичного сырья
Загрязненные хлопья ПЭТ могут содержать посторонние частицы.
Решения
✔ Регулярно очищать оборудование
✔ Оптимизировать температуры переработки
✔ Усилить контроль качества сырья
✔ Установить системы фильтрации с мелкоячеистой сеткой
✔ Проводить плановое техническое обслуживание
Проблема 5: Неравномерная толщина листа
Признаки
Неравномерная толщина по ширине листа
Нестабильность параметров изделия
Увеличение отходов материала
Распространенные причины
1. Нестабильная производительность экструдера
Колебания давления расплава влияют на равномерность толщины.
2. Неправильная настройка головки
Неверные настройки зазора губок головки приводят к неравномерному распределению потока.
3. Проблемы с каландровыми валками
Нарушение соосности или параллельности валков влияет на геометрические размеры листа.
Решения
✔ Стабилизировать давление экструзии
✔ Периодически калибровать настройки головки
✔ Контролировать положение каландровых валков
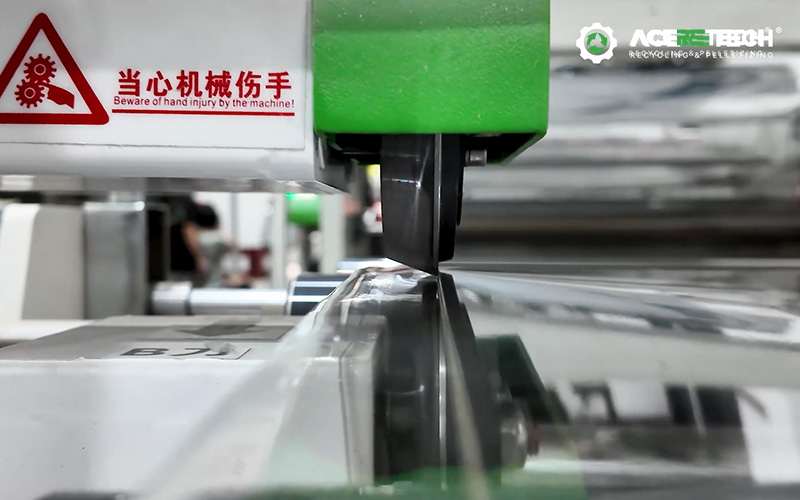
✔ Использовать систему автоматического контроля толщины
✔ Непрерывно отслеживать производственные параметры
Проблема 6: Трещины на кромках или разрыв листа
Признаки
Появление трещин на краях листа
Разрыв листа при намотке
Перебои в производстве
Распространенные причины
1. Чрезмерные внутренние напряжения
Неправильное охлаждение может вызвать возникновение напряжений в листе.
2. Низкое качество материала
Деградировавший ПЭТ может обладать пониженной ударной вязкостью.
3. Неправильное натяжение при намотке
Чрезмерное натяжение может повредить края листа.
Решения
✔ Оптимизировать условия охлаждения
✔ Улучшить качество сырья
✔ Отрегулировать натяжение при намотке
✔ Обеспечить стабильную толщину листа
✔ Контролировать температуру листа в процессе производства
Проблема 7: Полосы от головки и дефекты поверхности
Симптомы
Длинные полосы на поверхности листа
Видимые следы потока
Снижение эстетического качества
Распространенные причины
1. Загрязнение кромок формующей головки
Налипание материала на поверхность головки.
2. Нестабильный поток расплава
Неравномерная подача материала через головку.
3. Проблемы с фильтрацией
Посторонние частицы, нарушающие равномерность потока.
Решения
✔ Регулярно очищать кромки головки
✔ Улучшить качество фильтрации
✔ Поддерживать стабильные условия переработки
✔ Оптимизировать давление экструзии
Проблема 8: Чрезмерное скручивание листа
Симптомы
Загибание краев листа вверх
Низкая плоскостность
Трудности при термоформовании
Распространенные причины
1. Неравномерное охлаждение
Скорость охлаждения с одной стороны выше, чем с другой.
2. Накопление внутренних напряжений
Остаточные напряжения в структуре листа.
3. Неправильные настройки температуры валков
Неоптимальные условия каландрирования.
Решения
✔ Сбалансировать охлаждение по ширине листа
✔ Оптимизировать температуру каландрирования
✔ Минимизировать возникновение внутренних напряжений
✔ Отрегулировать скорость производства
III. Меры по обеспечению стабильного производства листов из ПЭТ





Производителям следует сосредоточиться на предотвращении дефектов, а не на устранении их последствий.
1. Соблюдать надлежащие условия сушки
Контроль влажности — один из важнейших факторов при переработке ПЭТ.
2. Повышать качество материала
Использование ПЭТ-флексов или гранул стабильного качества обеспечивает более предсказуемые результаты производства.
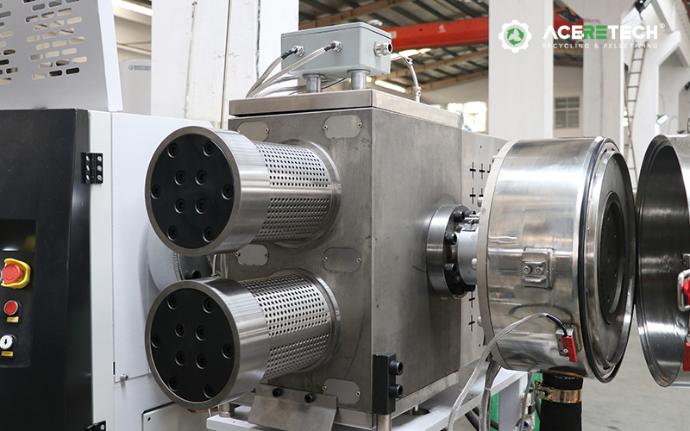
3. Применять эффективную фильтрацию расплава
Качественная фильтрация повышает прозрачность и снижает количество дефектов, вызванных загрязнениями.
4. Обеспечивать эффективную вакуумную дегазацию
Процесс дегазации улучшает качество листа, особенно при переработке RPET (вторичного ПЭТ).
5. Проводить регулярное техническое обслуживание оборудования
Плановые осмотры помогают предотвратить неожиданные производственные проблемы.
6. Важность конструкции оборудования
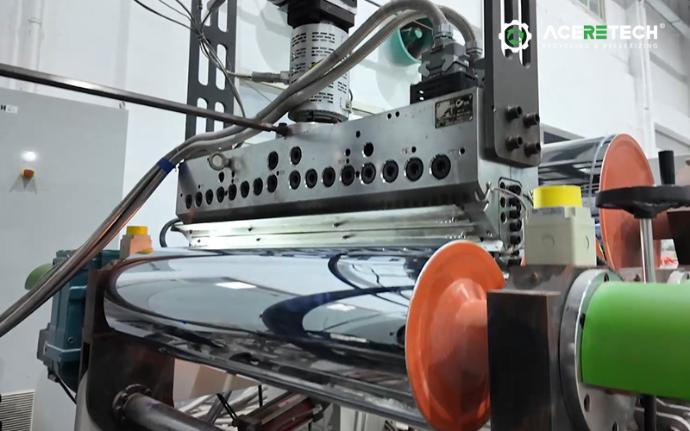
Современные линии экструзии листов из ПЭТ минимизируют распространенные производственные проблемы благодаря следующим конструктивным особенностям:
Усовершенствованные системы сушки
Высокоэффективные системы фильтрации
Стабильный контроль процесса экструзии
Прецизионные технологии изготовления головок
Системы вакуумной дегазации
Автоматический контроль толщины
Инвестиции в качественно спроектированное оборудование позволяют значительно снизить уровень брака и повысить стабильность характеристик продукции.
IV. Почему стоит выбрать решения ACERETECH для экструзии листов из ПЭТ?
Системы экструзии листов из ПЭТ от ACERETECH специально разработаны для переработки как первичного ПЭТ, так и вторичного ПЭТ (RPET). Ключевые особенности
✔ Передовая технология вакуумной дегазации
✔ Высокоэффективные системы фильтрации расплава
✔ Стабильный контроль толщины листа
✔ Возможность переработки высококачественных ПЭТ-флексов
✔ Энергоэффективная конструкция экструдера
✔ Индивидуальные решения для производства листов из RPET
Эти технологии помогают заказчикам минимизировать распространенные дефекты экструзии и обеспечивать стабильный выпуск листов высокого качества.
Заключение
Большинства проблем при экструзии ПЭТ-листов можно избежать, если уделять первостепенное внимание сушке, фильтрации, дегазации, контролю температуры и техническому обслуживанию оборудования.
Выявляя первопричины таких дефектов, как пузыри, пожелтение, помутнение, черные вкрапления, отклонения толщины и коробление листа, производители могут существенно повысить качество продукции и эффективность производства.
Грамотно спроектированная линия экструзии ПЭТ-листов в сочетании с надлежащим контролем технологического процесса — залог успешного производства листов из ПЭТ и RPET.
FAQ
Q1. Почему при экструзии ПЭТ-листов возникают пузыри?
A: К наиболее частым причинам относятся избыточная влажность, недостаточная вакуумная дегазация и загрязнения в сырье из переработанного ПЭТ.
Q2. Как можно улучшить прозрачность ПЭТ-листа?
A: На прозрачность положительно влияют правильная сушка, эффективная фильтрация, оптимизированный температурный режим и качественная вакуумная дегазация.
Q3. Что вызывает пожелтение ПЭТ-листа?
A: Пожелтение обычно вызвано термической деградацией материала вследствие слишком высоких температур или длительного времени пребывания материала в зоне нагрева.
Q4. Почему толщина ПЭТ-листа получается неравномерной?
A: Неравномерная толщина, как правило, обусловлена нестабильным давлением экструзии, неправильной настройкой экструзионной головки или проблемами с каландровыми валками.
Q5. Насколько важна вакуумная дегазация при экструзии листов из RPET?
A: Вакуумная дегазация критически важна для удаления влаги и летучих веществ, особенно при переработке вторичного ПЭТ-сырья.