一、引言:为何会出现PET片材质量问题
PET片材挤出工艺广泛应用于食品包装、热成型、吸塑包装及工业领域。然而,制造商常遇到影响片材外观、力学性能及生产效率的生产问题。
大多数PET片材缺陷都可归因于以下几个关键因素:
材料水分过高
原材料质量差
过滤不充分
温度设置不当
真空脱气不足
挤出条件不稳定
了解这些问题的根本原因,有助于制造商降低废品率、提升产品质量并最大化生产效率。
二、PET片材挤出中最常见的缺陷及相应的实用解决方案。
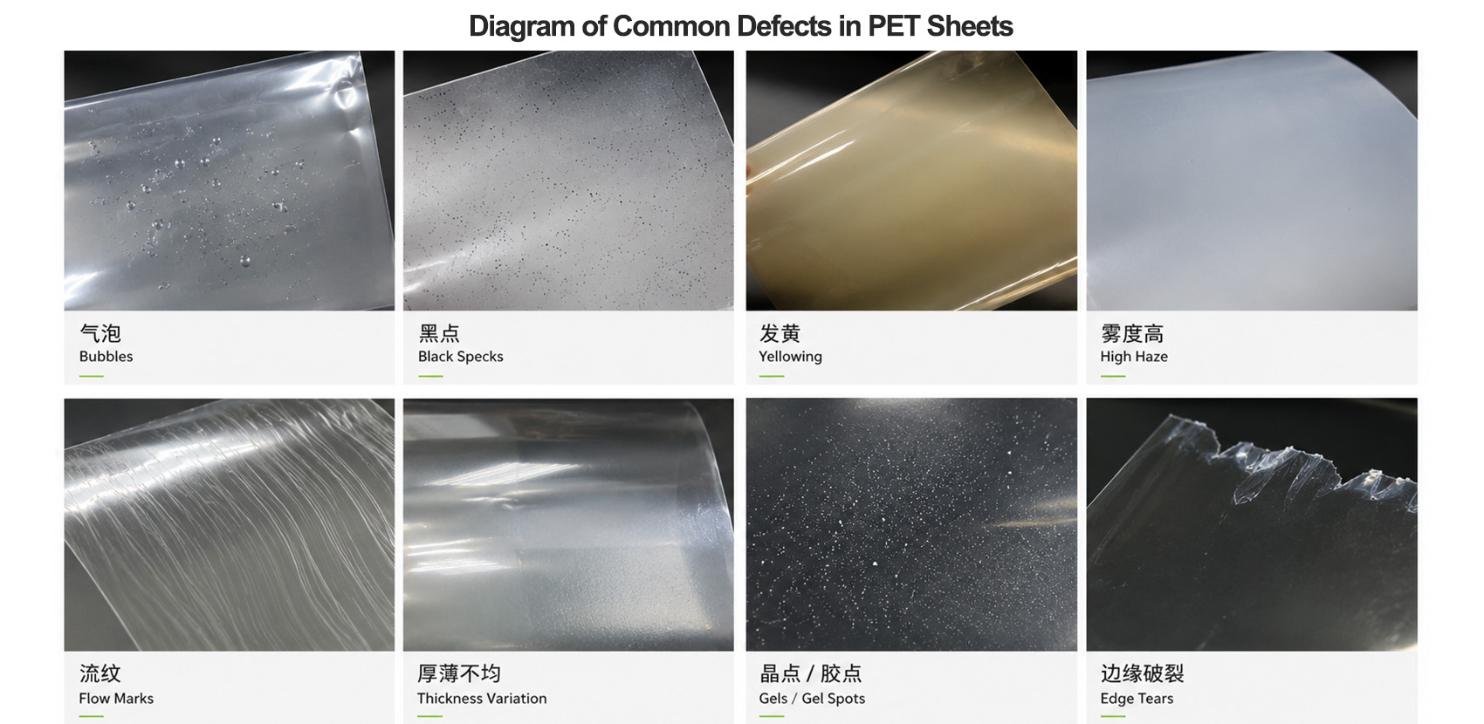
问题1:PET片材中出现气泡
表现
片材内部可见气泡
表面起泡
透明度降低
热成型性能差
常见原因
1. PET材料水分过高
PET具有很强的吸湿性,会吸收环境中的水分。
若干燥不充分,水分在熔融过程中会转化为蒸汽,从而产生气泡。
2. 真空脱气不足
真空效果不佳会导致水分和挥发性化合物残留在熔体中。
3. 回收PET受污染
含有残留标签、粘合剂或杂质的PET瓶片在挤出过程中会产生气体。
解决方案
✔ 提高PET干燥效率
✔ 确保水分含量低于推荐水平
✔ 优化真空脱气性能
✔ 提高PET清洗质量
✔ 使用高效熔体过滤系统
问题2:PET片材发黄
表现
呈现黄色色调
透明度降低
外观质量下降
常见原因
1. 熔体温度过高
PET过热会导致热降解。
2. 停留时间过长
材料在挤出机内停留时间过长可能导致降解。
3. 材料重复加工
过度使用回料会加速变色。
解决方案
✔ 优化机筒温度设置
✔ 缩短材料停留时间
✔ 保持稳定的生产速度
✔ 加强原材料质量控制
✔ 使用干燥充分的PET材料
问题3:透明度差或外观浑浊/雾状
表现
片材表面浑浊
光泽度降低
产品外观吸引力下降
常见原因
1. 分污染
即使少量水分也会影响光学性能。
2. 材料降解
降解后的PET会失去透明度。
3. 过滤效果差
杂质会散射光线并产生雾状外观。冷却条件不当
冷却不稳定可能会影响片材的结晶行为。
解决方案
✔ 提高干燥性能
✔ 升级熔体过滤系统
✔ 保持适宜的挤出温度
✔ 优化冷却和压光工艺
✔ 使用品质稳定的原材料
问题 4:PET 片材中的黑点
表现
片材各处出现黑点
表面受污染
包装被拒收
常见原因
1. 碳化材料
机筒或模具内部有烧焦材料。
2. 挤出系统脏污
生产过程中,积聚的旧料可能脱落。
3. 回收料质量差
受污染的 PET 碎片可能引入异物颗粒。
解决方案
✔ 定期清洁设备
✔ 优化加工温度
✔ 加强原材料检验
✔ 安装细目过滤系统
✔ 安排预防性维护
问题 5:片材厚度不均
表现
片材宽度方向厚度不均匀
产品不稳定
材料浪费增加
常见原因
1. 挤出机输出不稳定
熔体压力波动影响厚度一致性。
2. 模具调节不当
模唇间隙设置错误导致流动分布不均。
3. 压光辊问题
辊筒对齐不良会影响片材尺寸。
解决方案
✔ 稳定挤出压力
✔ 定期校准模具设置
✔ 保持压光辊对齐
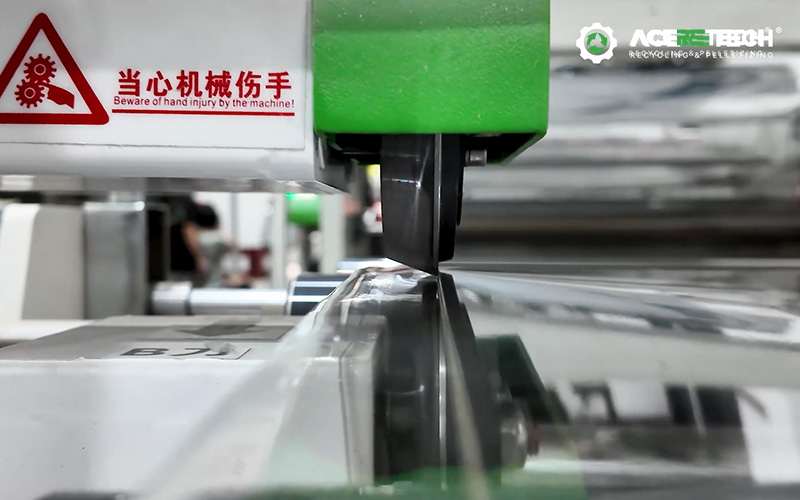
✔ 使用自动厚度控制系统
✔ 持续监控生产参数
问题 6:边缘开裂或片材断裂
表现
片材边缘出现裂纹
卷取时片材撕裂
生产中断
常见原因
1. 内部应力过大
冷却不当可能在片材内部产生应力。
2. 材料质量差
降解的 PET 韧性可能降低。
3. 卷取张力不当
卷取过紧可能损坏片材边缘。
解决方案
✔ 优化冷却条件
✔ 提高原材料质量
✔ 调整卷取张力
✔ 保持片材厚度一致
✔ 监控生产过程中的片材温度
问题 7:模具条纹和表面痕迹
表现
片材表面出现长条纹
可见流动痕迹
外观质量下降
常见原因
1. 模唇受污染
模具表面有材料积聚。
2. 熔体流动不稳定
流经模具的材料流量不一致。
3. 过滤问题
异物颗粒可能破坏流动的均匀性。
解决方案
✔ 定期清洁模唇
✔ 提高过滤性能
✔ 保持稳定的加工条件
✔ 优化挤出压力
问题 8:板材过度卷曲
表现
板材边缘向上卷曲
平整度差
热成型操作困难
常见原因
1. 冷却不均匀
一侧冷却速度快于另一侧。
2. 内部应力积聚
应力残留在板材结构内部。
3. 辊筒温度设置不当
压光条件可能未达到最佳状态。
解决方案
✔ 平衡板材宽度方向上的冷却
✔ 优化压光温度
✔ 减少内部应力形成
✔ 调整生产速度
三、稳定生产 PET 板材的预防措施





制造商应侧重于预防缺陷,而非事后补救。
1. 保持适当的干燥条件
水分控制是 PET 加工中最关键的因素之一。
2. 提高材料质量
使用品质稳定的 PET 碎片或颗粒可获得更稳定的生产结果。
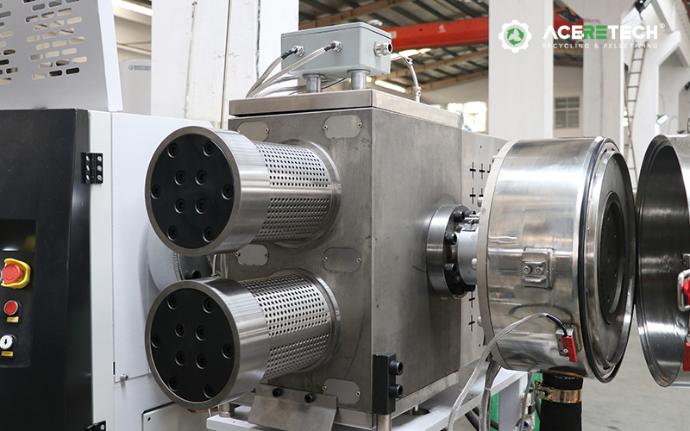
3. 采用高效熔体过滤
更优质的过滤可提高透明度,并减少因杂质污染导致的缺陷。
4. 确保有效的真空脱气
脱气工艺能提升板材质量,尤其是在加工 RPET(再生 PET)材料时。
5. 定期进行设备维护
例行检查有助于预防突发生产问题。
6. 设备设计的重要性
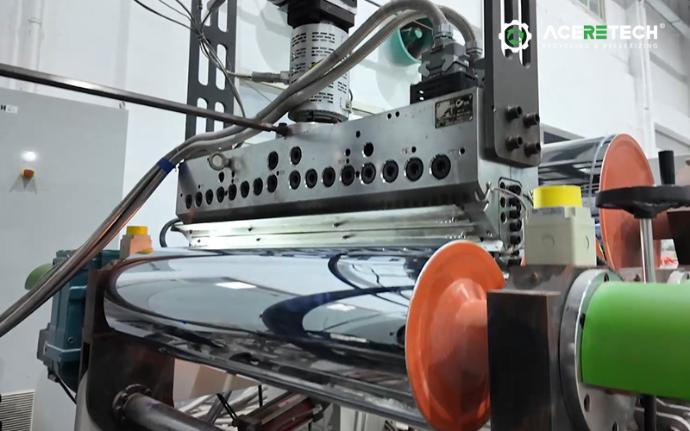
现代 PET 板材挤出生产线通过以下设计最大限度地减少常见生产问题:
先进的干燥系统
高效过滤系统
稳定的挤出控制
精密模头技术
真空脱气系统
自动厚度控制
投资设计合理的设备可显著降低废品率并提高产品一致性。
四、为何选择 ACERETECH PET 板材挤出解决方案?
ACERETECH PET 板材挤出系统专为原生 PET 和再生 PET (RPET) 加工而设计。
主要特点
✔ 先进的真空脱气技术
✔ 高效熔体过滤系统
✔ 稳定的板材厚度控制
✔ 优质 PET 碎片加工能力
✔ 节能挤出设计
✔ 针对 RPET 板材生产的定制化解决方案
这些技术有助于客户减少常见的挤出缺陷,同时实现稳定、高质量的板材生产。
结论
只要制造商重视干燥、过滤、脱气、温度控制和设备维护,大多数 PET 板材挤出问题都是可以避免的。
通过识别气泡、黄变、雾度、黑点、厚度偏差和板材卷曲等缺陷的根本原因,生产商可以显著提高产品质量和生产效率。
设计优良的 PET 板材挤出生产线与恰当的工艺控制相结合,是成功生产 PET 和 RPET 板材的基石。
FAQ
Q1. 为什么 PET 片材在挤出过程中会出现气泡?
A: 最常见的原因包括水分过多、真空脱气不足以及回收 PET 原料中的杂质污染。
Q2. 如何提高 PET 片材的透明度?
A: 适当的干燥、高效的过滤、优化的温度控制以及有效的真空脱气,都有助于提高透明度。
Q3. 导致 PET 片材变黄的原因是什么?
A: 变黄通常是由温度过高或物料停留时间过长引起的热降解造成的。
Q4. 为什么 PET 片材的厚度不均匀?
A: 厚度不均通常源于挤出压力不稳定、模具调节不当或压光辊问题。
Q5. 真空脱气在 RPET 片材挤出中有多重要?
A: 真空脱气对于去除水分和挥发性物质至关重要,尤其是在加工回收 PET 原料时。