I. Introduction: Why Film Recycling Has Become More Important Than Ever
Plastic film has become an indispensable material in modern industry. From packaging and agriculture to logistics and consumer goods, millions of tons of polyethylene (PE), polypropylene (PP), and multilayer composite films are consumed globally each year.
However, film waste represents one of the greatest challenges in the plastic recycling sector. Due to their lightweight and flexible nature—combined with frequent contamination from dirt, labels, moisture, or organic residues—plastic films are far more difficult to process than rigid plastics.
With increasingly stringent global sustainability regulations and the rising demand for recycled plastics, efficient film recycling solutions have become a key area of investment for recyclers, waste management companies, and plastic manufacturers.
This guide provides an in-depth look at the entire film recycling process, common film types, recycling challenges, processing technologies, and successful recycling solutions.
II. What Is Plastic Film Recycling?
Plastic film recycling is the process of collecting, sorting, washing, shredding, drying, and pelletizing post-industrial (PIR) or post-consumer (PCR) plastic film to produce reusable plastic pellets.
Recycled pellets can be used to manufacture:
Packaging film
Trash bags
Agricultural film
Construction film
Plastic sheets
Injection-molded products
Extruded products
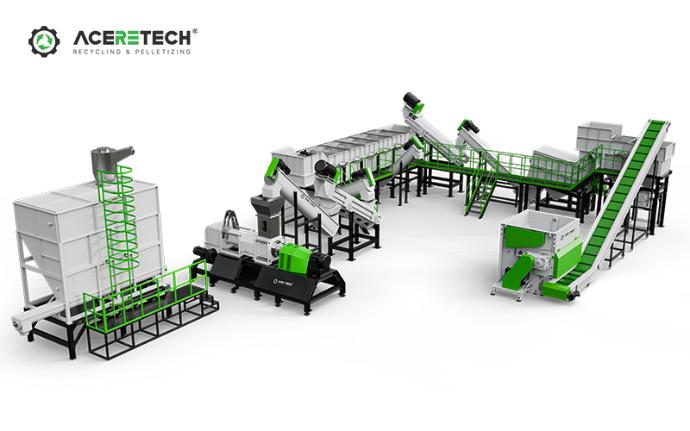
A complete film recycling production line typically includes:
Shredding, crushing, washing, dewatering/drying, and pelletizing processes.
III. Common Types of Plastic Film Suitable for Recycling




1. PE Film (Polyethylene Film)
PE film is the film material with the highest recycling rate.
Typical applications include:
Stretch wrap
Shrink film
Agricultural film
Greenhouse film
Packaging film
Industrial wrap
Characteristics:
✔ High recycling value
✔ Stable pelletizing performance
✔ High market demand
2. LDPE Film
Low-density polyethylene (LDPE) film is commonly used for:
Shopping bags
Packaging bags
Industrial liners
LDPE film is soft and tough, making it highly suitable for recycling and reprocessing.
3. LLDPE Stretch Wrap Film
Linear Low-Density Polyethylene (LLDPE) stretch wrap film is widely used in logistics, transportation, and pallet wrapping.
Key characteristics:
High elasticity
High toughness
High-quality recycled granules
4. PP Woven Bags and Raffia (Flat Yarn)
Although not strictly classified as traditional film, woven bags and raffia materials are typically processed using film recycling systems.
Applications include:
Fertilizer bags
Cement bags
Bulk bags (FIBCs/ton bags)
Industrial packaging bags
5. Agricultural Film
Agricultural film recycling is one of the fastest-growing sectors in the recycling industry.
Typical materials:
Mulch film
Greenhouse film
Silage film
These materials often contain:
Sand
Soil
Moisture
Organic contaminants
Consequently, robust washing systems are required.
IV. Key Challenges in Film Recycling
Film recycling presents unique challenges compared to rigid plastics.
1. High Contaminant Levels
Post-consumer film often contains:
Soil
Sand
Food residue
Labels
Adhesives
Inadequate washing directly impacts granule quality.
2. Material Tangling
Film materials tend to tangle around rotating parts.
This creates challenges for:
Feeding
Conveying
Shredding
Specialized shredders and compactors are usually required.
3. Low Bulk Density
Loose film occupies significant storage and transport space.
Pre-shredding or densification is typically required prior to washing and pelletizing.
4. Moisture Content
Moisture easily adheres to the film surface. Without an efficient drying system, excessive moisture can lead to:
Granule defects
Reduced output
Unstable extrusion pressure
V. Complete Film Recycling Process
Step 1: Feeding



Collected film is fed into:
Belt conveyors
Chain plate conveyors
Screw feeders
The specific equipment used depends on material characteristics.



A film shredder reduces the material size to facilitate subsequent washing and processing. Advantages include:
Uniform material size
Improved cleaning efficiency
Reduced labor requirements


The washing system removes:
Dirt
Sand
Organic contaminants
Labels
Typical equipment includes:
Friction washers
Float-sink tanks
Hot washing systems
High-speed washing units
Step 4: Dewatering and Drying
Efficient drying is crucial for ensuring granule quality.
Typical equipment:
Mechanical dewatering machines
Squeezers
Hot air drying systems
Target moisture content is typically below 3%.


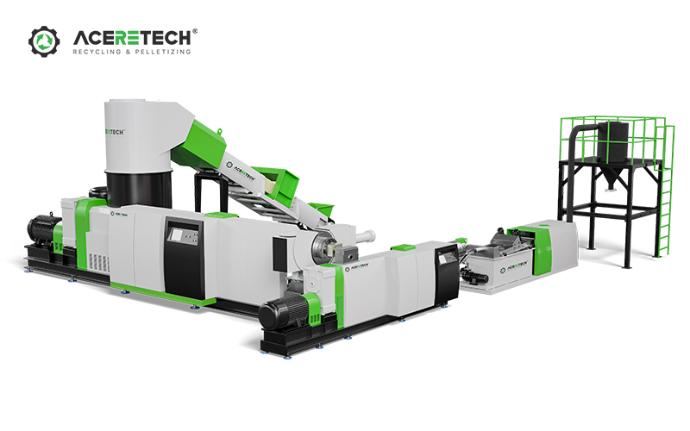
The washed film flakes are processed into recycled granules. Mainstream technologies include:
Single-stage compacting-extrusion pelletizing
Two-stage compacting-extrusion pelletizing
The resulting granules are ready for direct use in manufacturing.
VI. Related Film Recycling Videos
VII. Applications of Recycled Film Granules
Manufacturers seek recycled granules for:
Flexible packaging
Industrial packaging
Construction materials
Consumer goods
Advantages include:
Lower raw material costs
Reduced carbon footprint
Compliance with regulatory requirements
Enhanced sustainable brand image
VIII. Why Choose ACERETECH Film Recycling Solutions?
ACERETECH offers complete turnkey film recycling systems covering: shredding, crushing, washing, and pelletizing.
Advantages include:
✔ Customized engineering solutions
✔ Stable production performance
✔ Energy-efficient operation
✔ High-quality recycled pellets
✔ Global installation and maintenance services
✔ Comprehensive professional technical support
Whether processing clean industrial waste or heavily contaminated agricultural film, ACERETECH provides tailored recycling solutions to maximize recycling efficiency and profitability.
ACERETECH Has Successfully Supplied Film Recycling and Pelletizing Systems for The Following Projects
PE Film Recycling Systems
PE film washing solutions
PE film size reduction solutions
PE film pelletizing solutions
PP Woven Bag Recycling Systems
PP woven bag washing solutions
PP woven bag shredding solutions
PP woven bag pelletizing solutions
LDPE Film Recycling
LDPE film washing solutions
LDPE film pelletizing solutions
PP film pelletizing solutions
BOPET film pelletizing and recycling solution
LLDPE stretch film pelletizing solutions
PA film shredding solutions
LCP film shredding solutions
Please contact us for more case studies.
FAQ
Q1. What types of plastic films can be recycled?
A: Most PE, LDPE, LLDPE, agricultural films, stretch films, shrink films, and PP woven materials can be recycled using appropriate washing and pelletizing systems.
Q2. Why is film recycling more challenging than rigid plastic recycling?
A: Film materials are characterized by low bulk density, high contamination levels, and a tendency to tangle in equipment, all of which make the processing more complex.
Q3. Does plastic film need to be washed before pelletizing?
A: Yes. Proper washing removes contaminants, thereby improving pellet quality, equipment operational stability, and the performance of the final product.
Q4. What is the permissible moisture content before pelletizing?
A: For most film pelletizing applications, the moisture content should be reduced to below 3%; some applications with extremely high quality requirements may necessitate even lower moisture levels.
Q5. What products can be manufactured using recycled film pellets?
A: Recycled pellets are widely used to produce trash bags, agricultural films, packaging films, plastic sheets, pipes, and injection-molded products.