
.jpg)

.jpg)


.jpg)
.jpg)










.jpg)
.jpg)
.jpg)


.jpg)


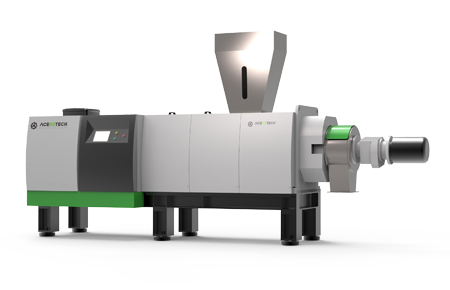


What Is Plastic Pelletizing Machine?

What is a granulator?
A granulator is a molding machine that can make materials into specific shapes. Can be widely used in chemical, petrochemical, pharmaceutical, food, building materials, mining and metallurgy, environmental protection, printing and dyeing, ceramics, rubber, plastics and other fields. The energy saving of the granulator can be divided into two parts: one is the power part and the other is the heating part. The power required by the granulator is proportional to the extrusion volume and exponentially related to the size of the filter screen. Cold pelletizing systems are pelletized from the solidified polymer at the end of the process, while hot die-face pelletizing systems are pelletized as the molten polymer emerges from the die, and the pellets are pelletized downstream. cool down.
What is a Plastic Pelletizing Machine?
Plastic pelletizing is the process of melting and cutting polymers into easily handled plastic pellets. Plastic manufacturers or processors can recycle plastic waste into reusable raw materials through pelletizers for various applications. By partnering with plastic pelletizing companies, plastic manufacturers can not only reduce raw material costs but also improve their green initiatives.
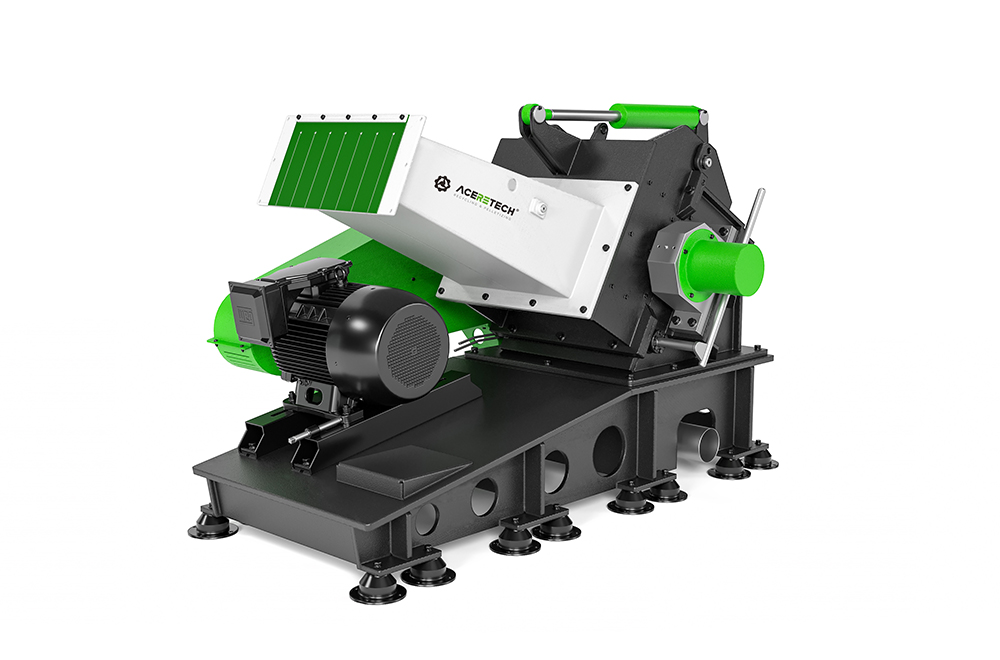
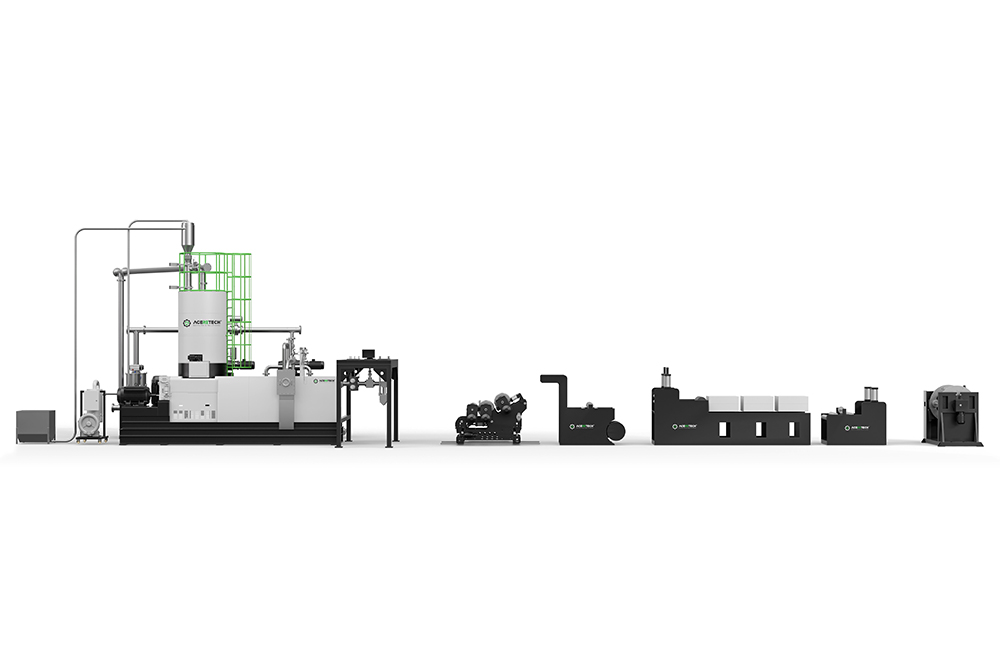
.jpg "Pelletizing Granulating Machine of Aceretech")
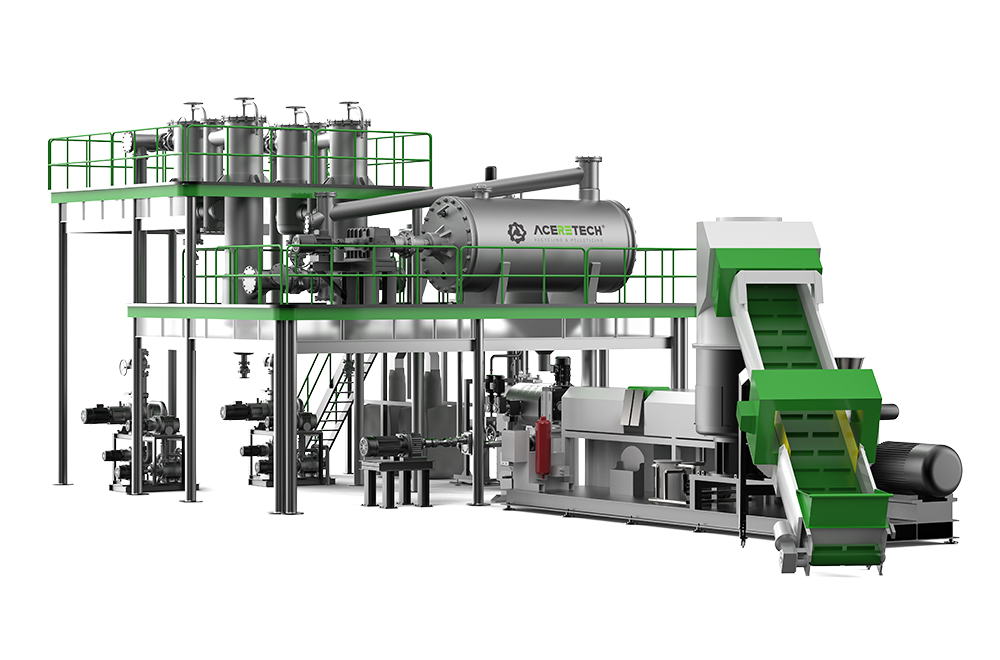
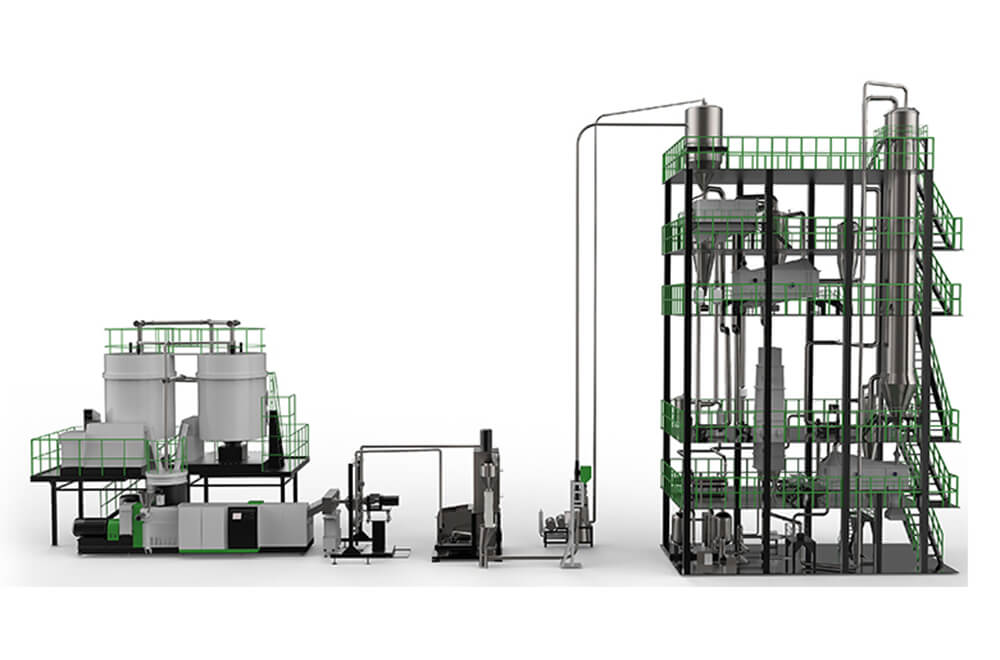
Development status of Plastic Granulator Technology
In the face of severe energy and environmental challenges, China has formulated a medium and long-term energy technology development strategy and development plan to 2020 with a comprehensive, coordinated and sustainable scientific development concept as its guiding ideology. The formulation of this energy and environmental development strategy, It also points out the direction for the development of China's plastic granulator technology, and it is imperative to explore a new development path for plastic granulator technology. Compared with other operating links in industrial and agricultural production, the tasks of energy saving and pollution prevention in the plastic granulator process are particularly urgent.
When exploring the new development path of plastic granulator technology, energy efficiency, environmental protection and product quality must be comprehensively considered in order to achieve a comprehensive, coordinated and sustainable development. To implement the development strategy of efficient and green plastic granulator, we must first take a resource-saving development path and change a single extensive plastic granulator into a combined and intelligent plastic granulator. It is not only necessary to carry out fundamental transformation from the plastic granulator process, but also to carry out comprehensive and multi-level energy-saving technological transformation, and vigorously develop the plastic granulator technology that applies renewable energy and industrial waste heat. From the government level, it is necessary to establish and improve the comprehensive evaluation criteria and industry standards of plastic granulator equipment, establish a macro-control and market adjustment mechanism, and speed up the upgrading of plastic granulator technology.
.jpg "Development status of Plastic Granulator Technology")
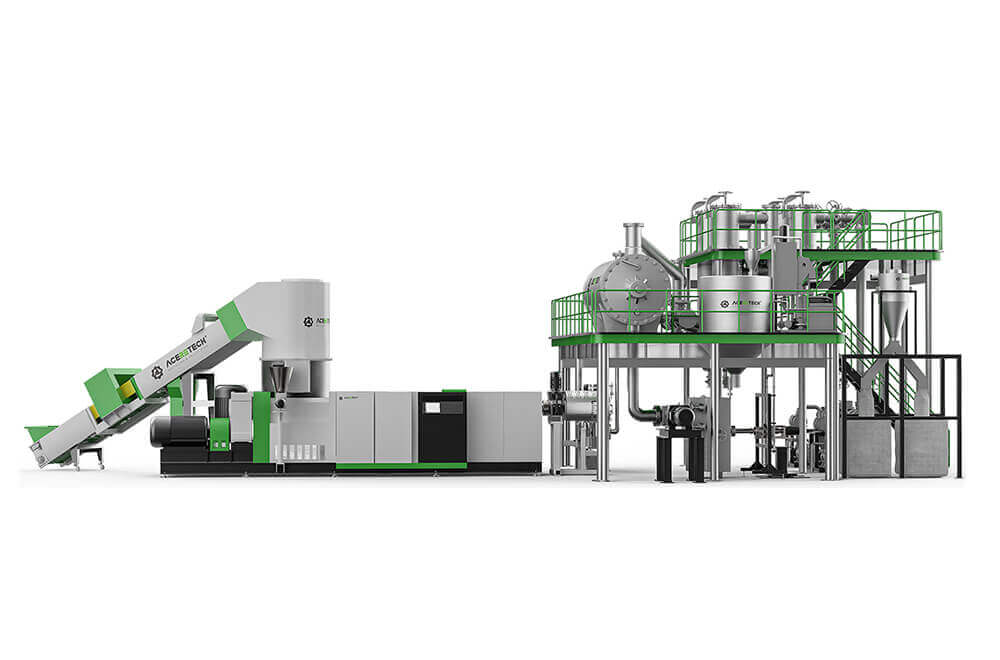
Market Expectation of Plast Granulators
The plastic granulator machine used in the petroleum and petrochemical industry is becoming larger, and due to strong demand, the situation of tight supply and prolonged delivery is becoming more and more prominent. The granulator refers to a unit that adds different additives to the resin according to different purposes and makes the resin raw material into granular products suitable for secondary processing after heating, mixing, and extrusion molding. Plastic granulator is widely used in the petroleum and petrochemical industry.
Industry experts said that due to the rapid development of the global petrochemical industry, the demand for plastic granulators has increased rapidly, plastic granulators are becoming larger and larger, and users' requirements for the mechanical stability of the unit and energy saving and consumption reduction are also increasing. Come higher. The main reason for the difficulty in supplying granulators and the prolonged delivery time is the increase in demand.
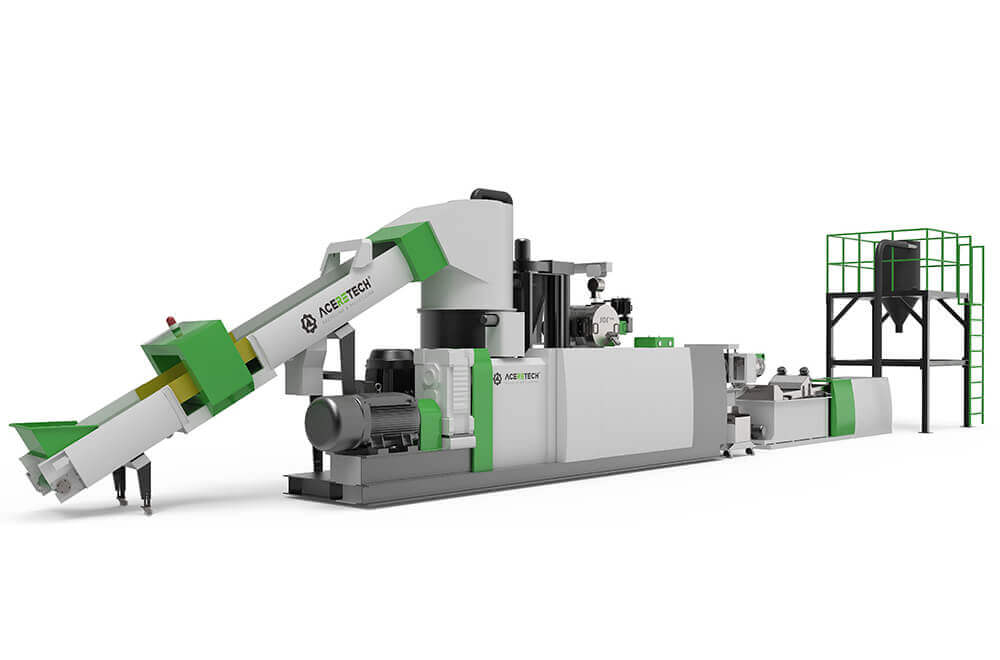
Function of Plastic Pelletizer in the Recycling Process
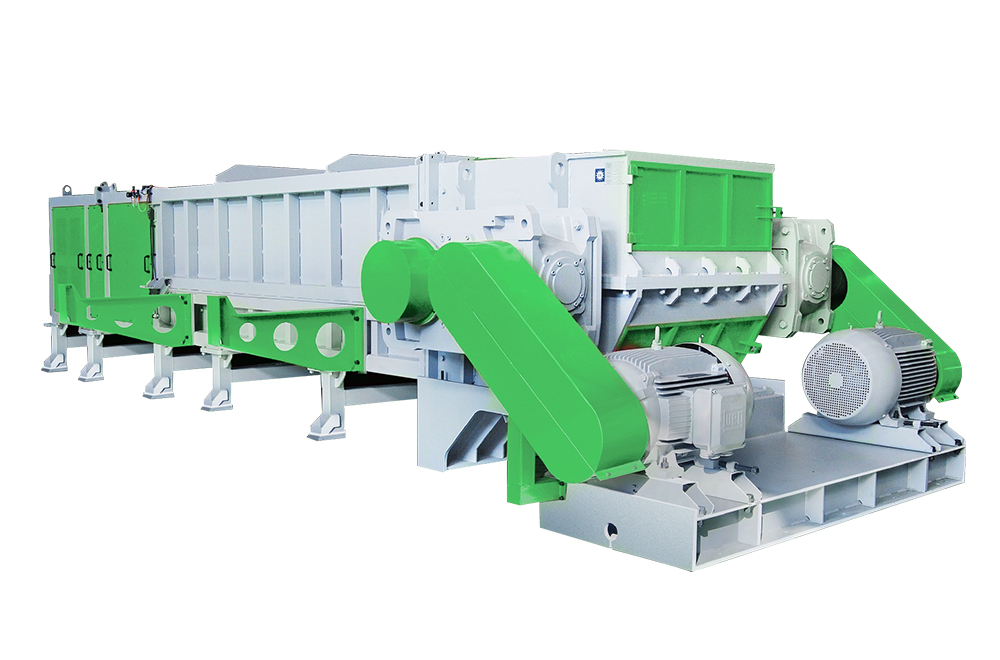
With special screw design and different configurations, it is suitable for the production of PP, PE, PS, ABS, PA, PVC, PC, POM, EVA, LCP, PET, PMMA and other plastic regeneration and color mixing granulation. The reduction box adopts the design of high torque, which realizes the performance of noiseless and smooth operation. The screw and barrel are specially hardened, which has the characteristics of wear resistance, good mixing performance and high output. The design of vacuum exhaust or ordinary exhaust port can discharge moisture and waste gas during the production process, so that the material can be discharged. It is more stable and the colloidal particles are stronger, which ensures the good quality of the product.
Working Principle of Plastic Granulation Machine
The process of high temperature melting, plasticizing and extrusion is used to change the physical properties of plastics to achieve plasticizing and molding of plastics.
Plastic granulator use
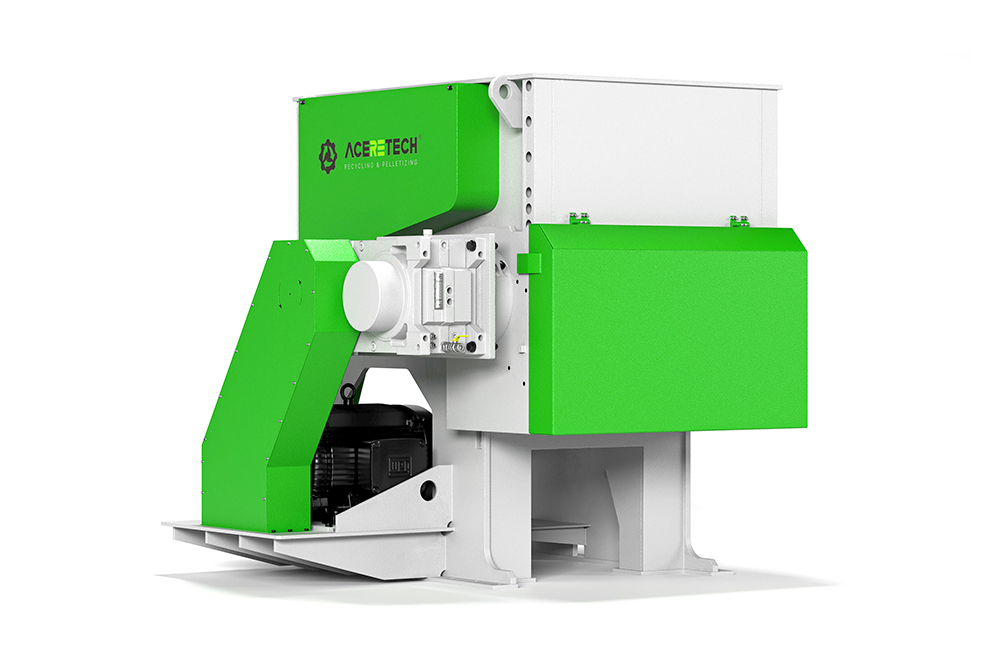
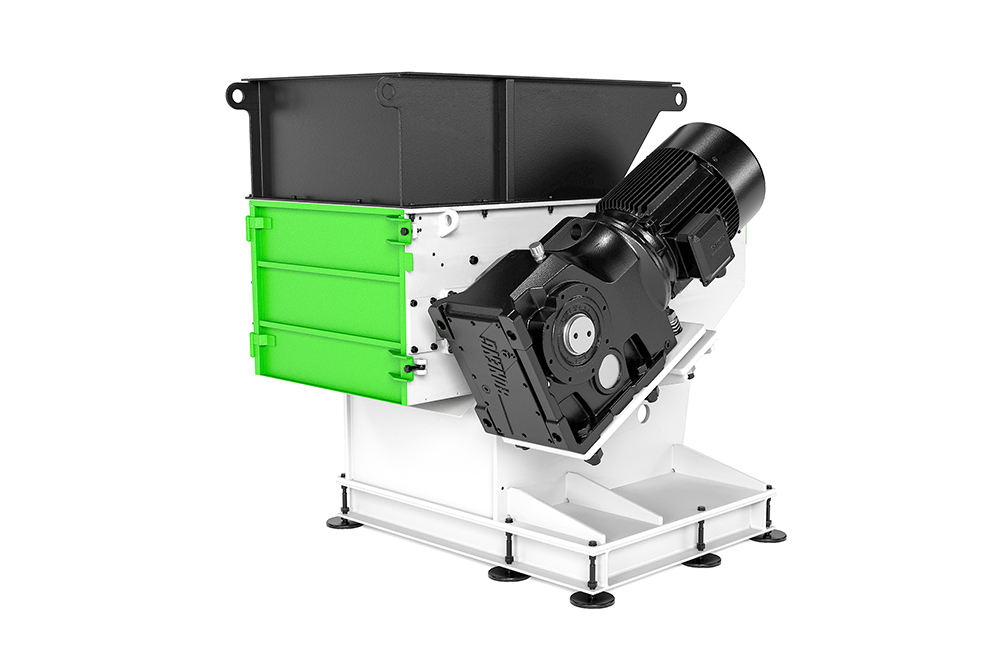
The plastic granulator is mainly used for processing waste plastic films (industrial packaging films, agricultural plastic films, greenhouse films, beer bags, handbags, etc.), woven bags, agricultural convenience bags, basins, barrels, beverage bottles, furniture, daily necessities, etc., It is suitable for most common waste plastics and is the most widely used, most widely used and most popular plastic recycling processing machinery in the waste plastic recycling industry.
Technical Features
➭ screw
The shape design of the screw has been changed, and the thread spacing between the screws has been increased. When heating, the plastic can be fully plasticized and melted in the barrel; the variable diameter type is adopted, which technically increases the relative service life of the screw; the material adopts High strength 38CrMoAlA improves the performance of the whole machine.
➭ Barrel
The design of the barrel is made of 45# steel, which is finely processed and then quenched to have high hardness and certain wear and corrosion resistance, and there is a certain size of slot holes at the feeding end to facilitate feeding.
➭ Heating system
The heating system is composed of heating rings, which are separately distributed outside the barrel to uniformly heat and plasticize the materials in the barrel, and are controlled by the instrument on the electric cabinet to automatically adjust the change of the set temperature.
➭ Cooling fan
In order to achieve the stability of the temperature in the barrel, a cooling fan is added at the bottom of the barrel in the design. Through automatic temperature control, it will automatically cool when the temperature is too high, which increases the temperature stability of the barrel.
➭ nose
In order to keep the extruded plastic from being insufficient in fluidity due to temperature reduction, it will hinder extrusion. Specifically, a heating ring with a certain power is added outside the machine head to ensure the normal and fullness of the discharge. And the discharge hole set on the machine head is a parallel 15 hole type, which increases the discharge volume and increases the production speed. The head structure is a parallel extruder head, and the thread is connected with the barrel, which can save time and effort when replacing the screen plate.
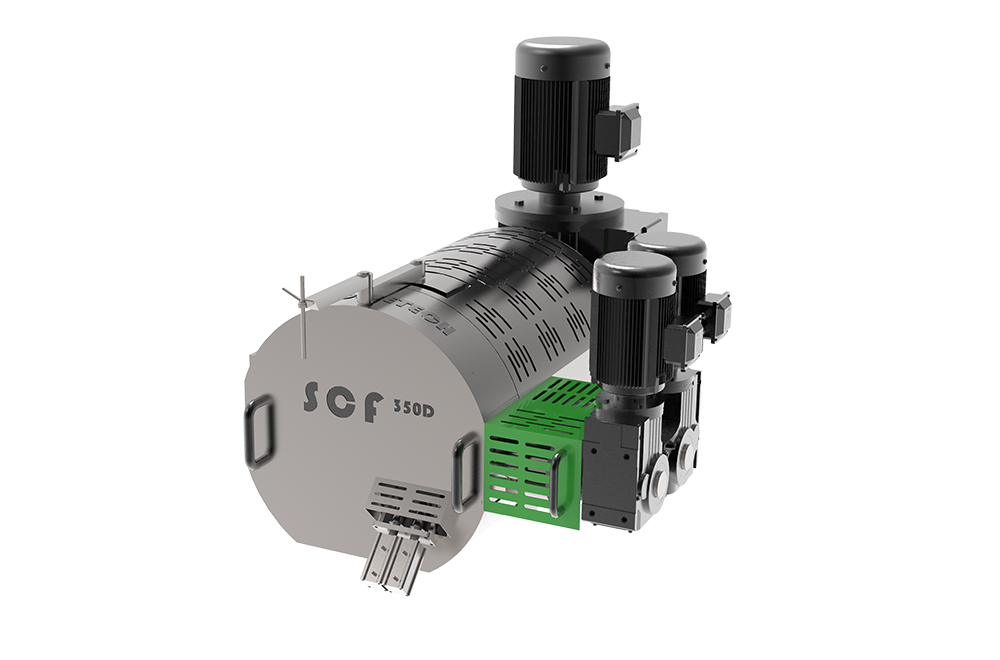
➭ Pelletizing System
After being cooled by the cooling system, the strips enter the pelletizer to be rolled and cut into pellets, which are convenient for packaging. A rolling feed wheel is set on the pelletizer, which is driven by the motor to automatically transport the material into the machine body, and the rolling blade inside the machine body cuts it.
.jpg "proimages/news/pelletizing_machine_1_(3).jpg")
Introduction of dicing method
The granulation methods of the granulator mainly include: water ring granulation, underwater granulation, strip granulation,
Pellet Selection Guide
How should the granulator choose the granulation method when granulating?
1. Material characteristics: whether the material is powder or molten liquid, whether the slurry and audio paste material can be pumped and atomized, whether the material is thermally sensitive, etc., must be considered when selecting.
2. Requirements for production capacity: If the required production capacity is large, there are many methods that cannot be applied. <pp3. Requirements for the particle size and particle size distribution of the agglomerates: some methods, such as spray drying granulation, can only obtain very fine particles, and the powder agglomeration method can only obtain smaller particles, while other methods, such as pressing, can obtain Big clumps.
4. The shape of the granules: rolling, stirring granulation and spray granulation can obtain approximately spherical particles; shot peening, cooling and solidification granulation can obtain completely spherical particles; extrusion granulation can produce cylindrical particles. The possible impact of particles of different shapes on subsequent work should be estimated.
5. Agglomeration strength: The mechanical strength of the particles obtained by powder agglomeration and shot peening is weak. If high-strength particles are required, pressing methods or sintering and roasting are required to strengthen them, and high-strength binders should be selected for extrusion molding.
6. Porosity and density of pellets: Porosity and density are closely related to strength. Some extrusion granulation processes can better control porosity and density to meet certain application needs.
7. Wet and dry methods: Wet granulation requires expensive solvents, and drying after taking the medicine may cause solvent loss. Some materials may be sensitive to solvents and not suitable for wet methods, and some materials may be heavy during drying. Crystals are in different shapes, and wet method cannot be used; dry granulation is easy to produce powder, which is not suitable for handling toxic chemicals and other dangerous materials.
In the selection, at least two different granulation methods can be initially selected, and then further refined consideration can be made through experiments. Then consider whether the reliability and flexibility of the equipment are easy to manufacture and maintain, and make the final choice under the principle of the minimum total cost under the required output.
Matters needing attention in the working process of the granulator
1. Pay attention to the temperature change of the fuselage at any time. When you touch the sliver with clean hands and do not touch your hands, it should heat up immediately. It is normal until the sliver sticks to the hand.
2. When the bearing part of the reducer burns hands, or is accompanied by noise, it should be stopped and repaired in time, and refueling should be added.
3. When the bearing parts at both ends of the bearing chamber of the main engine are hot or noisy, stop the machine for maintenance.
4. Pay attention to find out the operating rules of the machine, such as: the temperature of the machine, the speed of the speed, and it can be dealt with in time according to the situation.
Common faults and solutions of granulator
1. The main motor rotates, but the screw does not rotate
Reason: The transmission V-belt is loose, worn and slipped; the safety key is loose or disconnected.
Treatment method: adjust the center distance of the V-belt, tighten the belt, or replace the new V-belt; check the safety key, analyze the cause of the breakage, and replace the safety key.
2. The host does not rotate or stops instantly
Reason: The power supply of the main motor is not connected; the heating time is insufficient, or one of the heaters does not work, resulting in excessive torque and overloading the motor.
Treatment method: check whether the host circuit is connected and turn on the power supply; check the temperature display of each segment, confirm the preheating heating time, check whether each heater is damaged or have poor contact, and eliminate it.
3. The screw is running normally, but no material
Reasons: The feeding of the hopper is discontinuous; the feeding port is blocked by foreign objects or "bridges"; metal hard objects fall into the screw groove to block the screw groove, and the material cannot be fed normally;
Treatment method: increase the feeding amount to make the screw feeding continuous and stable; stop the machine to remove the foreign matter in the feed port to eliminate the "bridging" phenomenon; if it is confirmed that a metal foreign body falls into the screw groove, the screw should be stopped immediately to remove the metal foreign body.
4. Exhaust hole popping
Reason: The raw material is not clean enough with impurities; the feeding speed is too fast, which makes the screw extrusion unstable; the plasticizing temperature is not enough to cause the screw extrusion problem.
Treatment method: clean the raw materials before feeding or replace the filter screen; reduce the feeding amount so that the plasticizing stable screw can be smoothly extruded; increase the plasticizing temperature (the temperature should not be too high to prevent burning the plastic and affect the production quality).
Purchase Notes
- The reduction box is better, the gears inside must be heat treated, and the bearings are adjustable.
- The gearbox, screw, barrel, nose and wear parts should be treated with strength, and the lifespan is guaranteed for more than 1 year.
- The main components are made of standard materials.
- The reducer and motor should be purchased from professional manufacturers and assembled by themselves.
- There must be a power distribution work cabinet.
- The most important thing for the equipment is that the screw and barrel are of good quality.
- The heating should be segmented, and the segmented heating should be uniform and controllable.
- High efficiency and power saving.
- The length-diameter ratio of the machine cannot exceed 20 (16:1-20:1 is appropriate, that is to say, the length of the screw is 16-20 times the diameter of the screw).
- The model should not be smaller than 100, the larger the output, the higher the output.
- There must be dual exhaust.
- The heating power of the granulator flange (die head) is very important and should be designed at 2.5W per square centimeter (cross-sectional area).
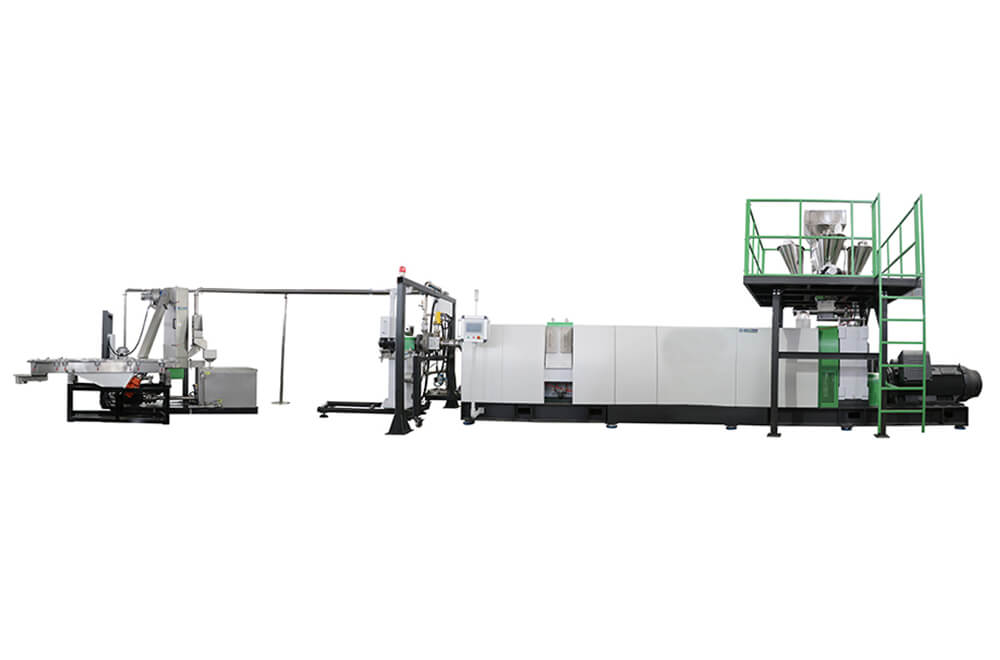
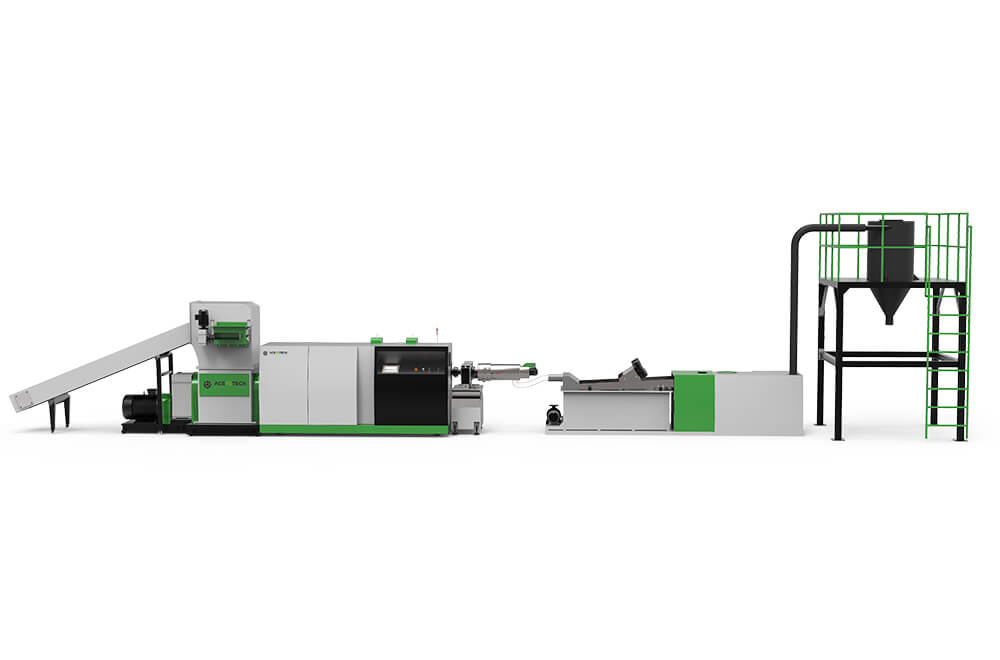
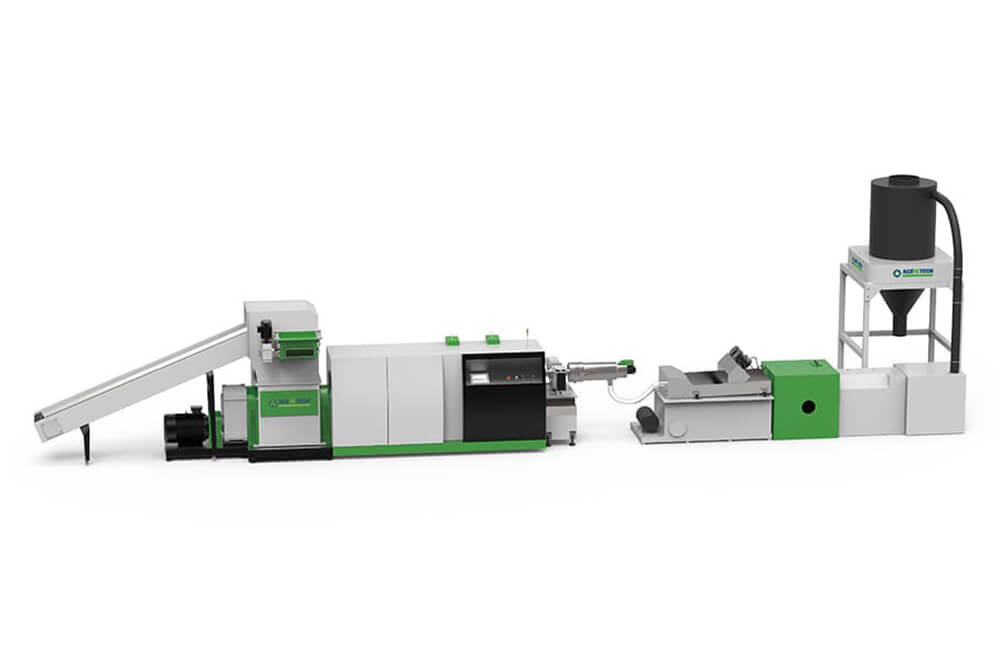
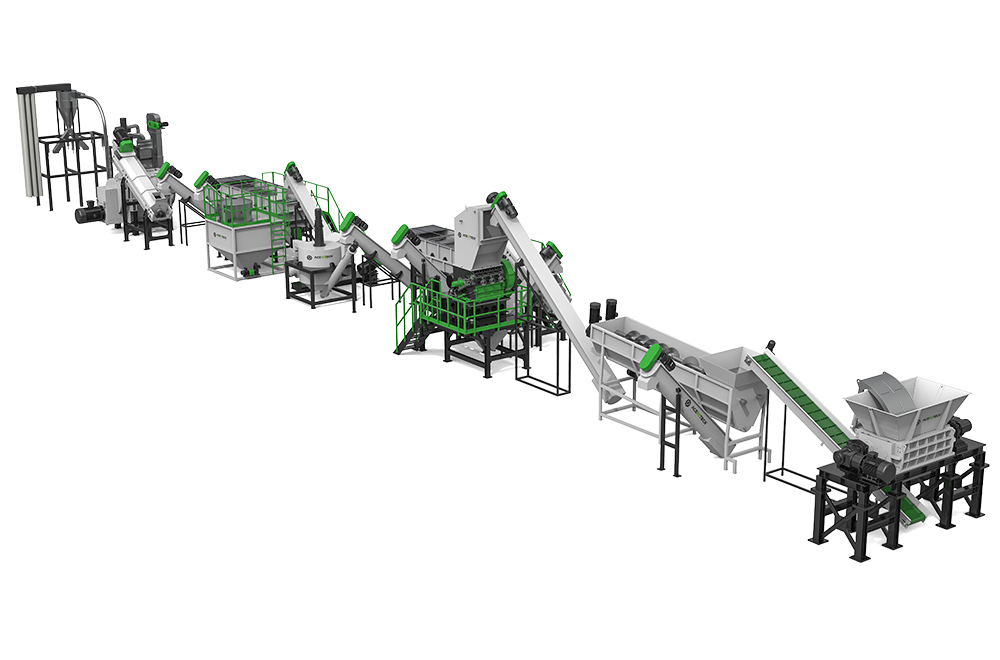
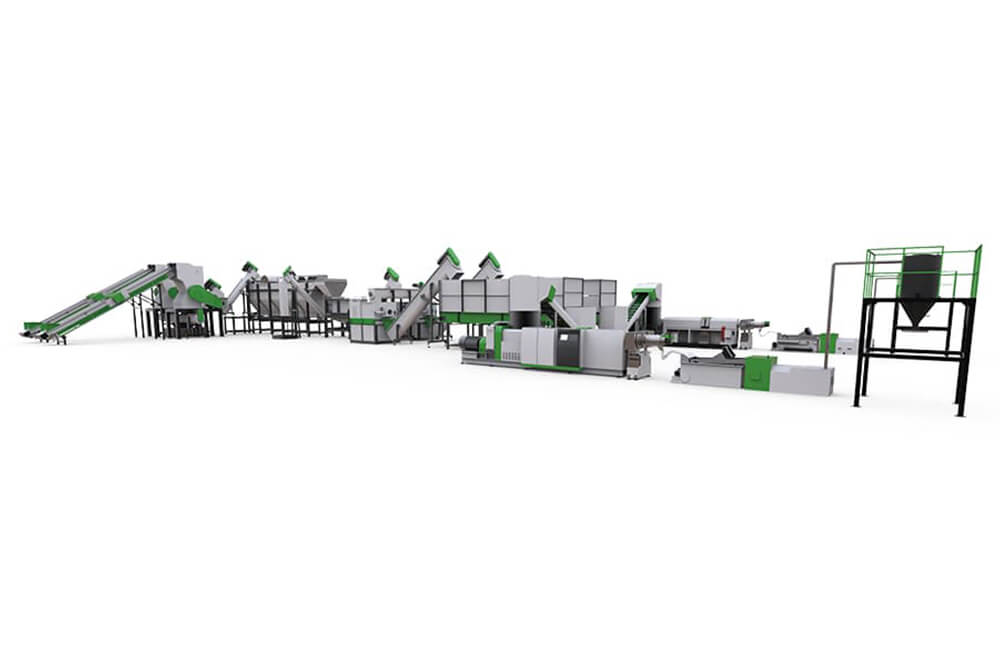
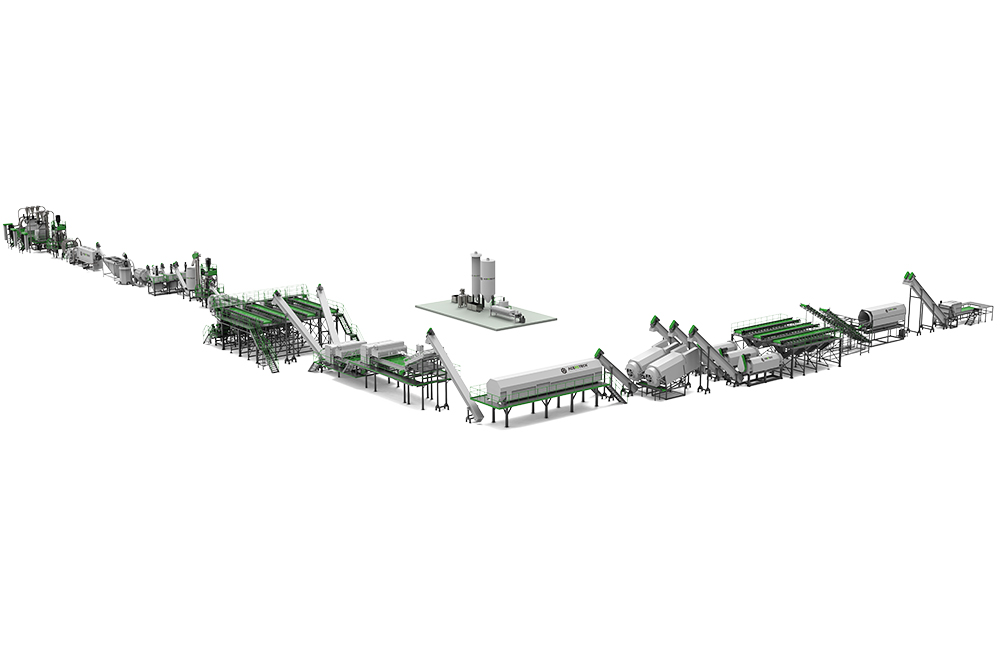
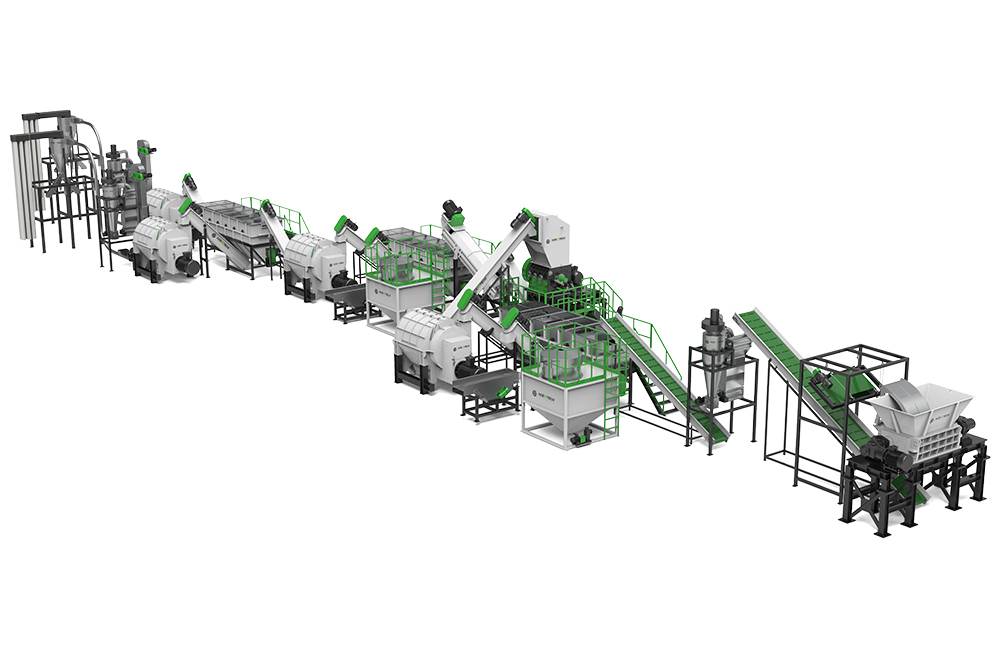
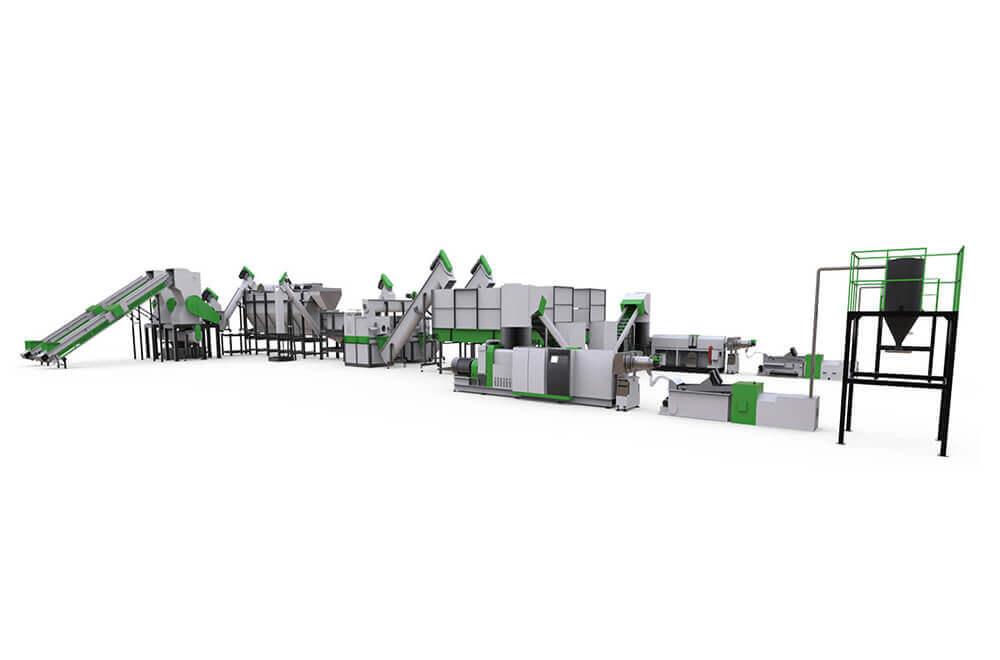
Popular Plastic Recycling Pelletizing System

Topic : #PlasticPelletizing
 Contact Us
Contact Us


